Изобретение относится к области taлмaзo-aбpaзивнoй обработки.
Известен способ шлифования, при котором на обрабатываемой поверхности получают рсэгулярный рельеф, используя при этом инструмент с прерывистой режущей поверхностью и соответствукяцие режимы резания tlj.
В случае работы такого круга на операциях обработки пар трения с получением масляных карманов и использования высоких скоростей резания быстрый износ инструмента не позволяет получить стабильную геометрию обработанной поверхности - масляные карманы глубиной до 2 мм. Износ круга вызван увеличенной нагрузкой -на абразивные зерна каждого из выступов круга.
Цель изобретения - повышение стойкости инструмента с одновременным повышением скорости шлифования.
Для этого в качестве абразивного инструмента с прерывистой режущей поверхностью используют планетарную шлифовальную головку, при этом обра-, ботка ведется ее периферийной поверхностью.
По существу способ прерывистого шлифования реализуется с использованием сплошных кругов формы ПП, установленных на планшайбе, играющей роль водила. Планшайба снабжена свободно установленной на его оси центральной (солнечной) шестерней, в свою очередь, кинематически связанной с указанными кругами.
Таким образом, каждый из установленных на планшайбе кругов играет
10 роль выступа известного прерывистого круга. Однако в данном случае наличие такого выступа не накладывает известных ограничений в плане режима параметров обработки;
15 скорость резания может быть доведена до 100 м/с, что не скажется на стойкости кругов, составляющих планетарный инструмент, поскольку в этом случае значительно сни20жена нагрузка на абразивное зерно.
В процессе резания скорость вращения планшайбы совпадает по направлению со скоростью вращения каж25дого из сплошных кругов. В результате общая скорость резания будет равна их сумме, т.е. появляется возможность, не изменяя,скорости вращения шпинделя станка, за счет пе30редаточного отношения планетарного
редуктора получить высокие скорости резания. Это дает возможность увеличить диапазон скорости передвижения изделия до 200 м/мин.
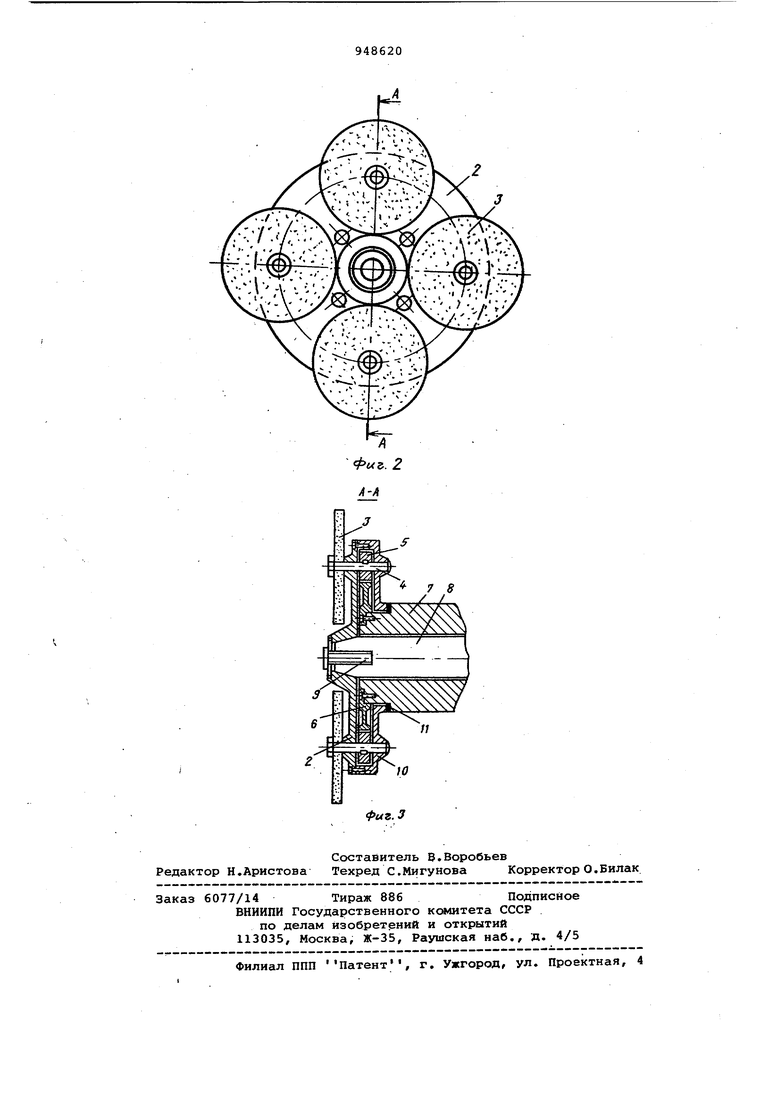
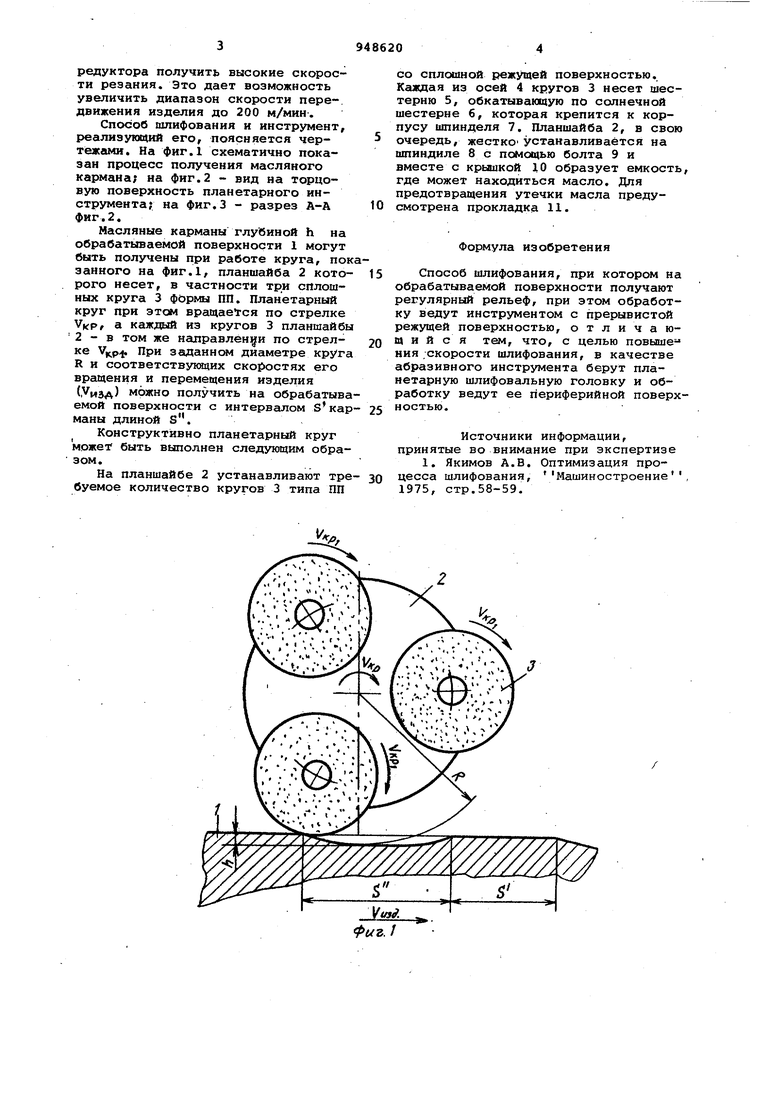
Способ шлифования и инструмент, реализукшщй его, поясняется чертёжгши. На фиг.1 схематично показан процесс получения масляного кармана; на фиг.2 - вид на торцовую поверхность планетарного инструмента; на фиг.З - разрез А-А фиг.2,
Масляные карманы глубиной h на обрабатываемой поверхности 1 могут быть получены при работе круга, покзанного на фиг.1, планшайба 2 которого несет, в частности три сплошных круга 3 формы ПП. Планетарный круг при этом вращается по стрелке VKP, а каждый из кругов 3 планшайбы 2 - в том же налравлен и по стрел npi- При заданнс диаметре круга R и соответствуклцих скоростях его вращения и перемещения изделия (Уизд) можно получить на обрабатываемой поверхности с интервалом Sкар маны длиной s.
Конструктивно планетарный круг может быть выполнен следующим образом.
На планшайбе 2 устанавливают тре буемое количество кругов 3 типа ПП
со сплошной режущей поверхностью. Каждая из осей 4 кругов 3 несет шестерню 5, обкатывающую по солнечной шестерне 6, которая крепится к корпусу шпинделя 7. Планшайба 2, в свою очередь, жестко устанавливается на шпиндиле 8 с помощью болта 9 и вместе с крьшкой 10 образует емкость где может находиться масло. Для предотвращения утечки масла предусмотрена прокладка И.
Формула изобретения
Способ шлифования, при котором на обрабатываемой поверхности получают регулярный рельеф, при этом обработку ведут инструментом с прерывистой режущей поверхностью, отличающийся тем, что, с целью повыше ния /скорости шлифования, в качестве абразивного инструмента берут планетарную шлифовальную головку и обработку ведут ее периферийной поверхностью.
Источники информации, принятые во внимание при экспертизе
1. Якимов А.В. Оптимизация процесса шлифования, Машиностроение 1975, стр.58-59.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2177397C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ СБОРНЫМ ПРЕРЫВИСТЫМ КРУГОМ | 1998 |
|
RU2155662C2 |
| Планшайба для крепления шлифовального круга | 1976 |
|
SU685483A1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |