(54) СПОСОБ ШЛИФОВАНИЯ ВИНТОВЫХ ПШЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1980 |
|
SU948620A1 |
| Способ шлифования | 1979 |
|
SU948619A1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| Способ плоского шлифования | 1978 |
|
SU948625A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2151679C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПАЗОВ И ДРУГИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2204471C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
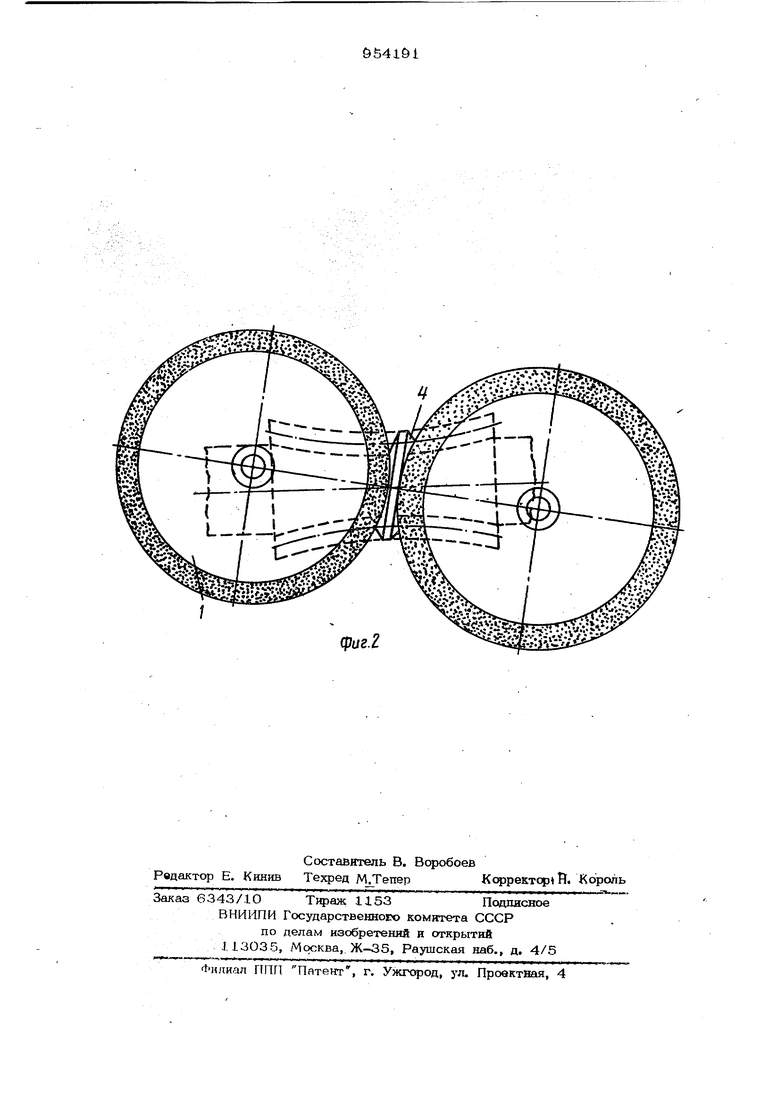
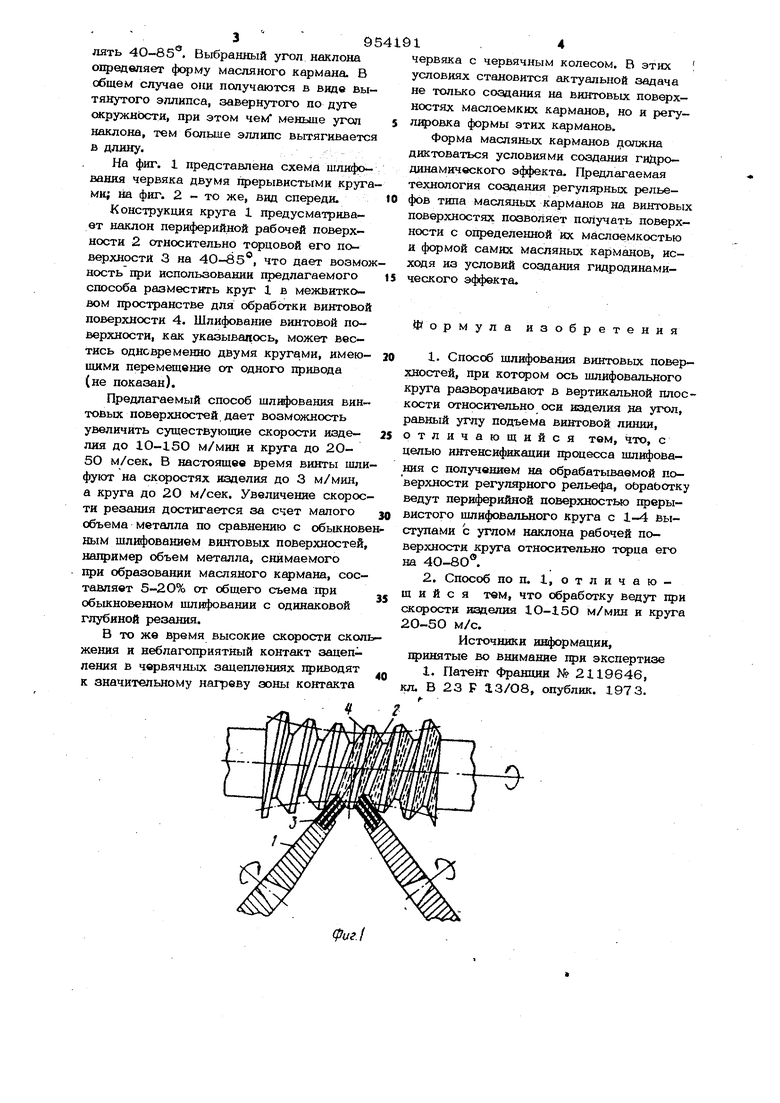
Изобретение относится к шлифованию 1фивопинейных поверхностей. Известен способ шлифования винтовых поверхностей, при котором обработку ведут сплошной торцовой поверхностью круга с наклоном его оси относительно оси изделия в вертикальной плоскости на угол равный углу подъема винтовой линии l. Использование сплошной терцовой поверхности шлифовального круга не позво ляет получать на обрабатываемой винтовой поверхности регулярного рельефа типа масляных карманов с использованием повьш1енных режимов резания. Цель изобретения - интенсификация процесса шлифова1шя с получением на обрабатываемой поверхности регулярного рельефа. Указанная цель достигается благодаря использованию для обработки винтовых поверхностей периферийной поверхности прерывистого круга с 1-4 выступами с наклоном его рабочей поверхности относительно торца на 4О-85 , при этом создаются ВОЗМОЖНОСТИ использования- скор ости изделия в пределах 1О-150 м/мин и круга 2О-50 м/с. Способ может реализоваться как одним,, так и одновременно двумя кругами, устанавливаемыми с двух сторон обрабатываемой винтовой поверхности с одним приводом их перемещени51. Конструкция абразивного прерывистого круга 1Ч)едусматрквает возможность захода егх во впадину м«кду зубьями ори обработке различных винтовых пове рхностей червяков, ходовых винтов. Конструктивно шлифовальный,круг может быть решен следуюпшм образом. Корпус круга вьшолняют в виде диска с одним или несколькими рядами (в зависимости от шщ}ины обрабатываемой винтовой поверхности) кольцевые пазов, в каждом из которых закрепляют 1-4 абразивных сегмента. Наклон периферийной рабочей поверхности, образованной указанными сегментами по отнесению к его торцовой поверхности должен составлять 4O-8S . Выбранный угол наклона определяет форму масляного кармана. В общем случае они получаются в виде вытянутого эллипса, завернутого по дуге окружнЬсти, прн этом чем меньше угол наклона, тем болы,ие эллипс вытягиваетс в длину. На фиг. 1 представлена схема шлифования червяка двумя прерывистыми круга ми; на фиг. 2 - то же, вид спереди. Конструкция круга 1 предусматривает наклон периферийной рабочей поверхности 2 относительно торцовой его поверхности 3 на 4О-85®, что дает возмо ность при использовании предлагаемого способа разместить круг 1 в межвнтковом пространстве для обработки винтовой поверхности 4. Шлифование винтовой поверхности, как указывалось, может вестись одновременно двумя кругами, имеющими перемещение от одного привода (не показан). Предлагаемый способ шлифования винтовых поверхностей, дает возможность увеличить существующие скорости изделия до 10-15О м/мин и круга до 205О м/сек. В настоящее время винты шли фуют на скоростях изделия до 3 м/мин, а круга до 20 м/сек. Увеличение скорос ти резания достигается за счет малого объема металла по сравнению с обьиснов ным шлифованием винтовых поверхностей аапрямер объем металла, снимаемого iqjH образовании масляного кармана, составляет 5-20% от общего съема при обыкновенном шлифовании с одинаковой глубиной резания. В то же время высокие скорости скол жения и неблагоприятный контакт зацепления в червячных зацеплениях приводят к значительному нагреву зоны контакта червяка с червячным колесом. В этих условиях становится актуальной задача не только создания на винтовых поверхностях маслоемких карманов, но и регулировка формы этих карманов. Форма масляньк карманов должна диктоваться условиями создания гиДро- динамического эффекта. Предлагаемая технология создания регулярных рельефов типа масл5шых карманов на винтовых поверхностях позволяет получать поверхности с определенной их маслоемкостью н формой самих масляных карманов, исходя из условий создания гидродинамического эффекта. Формула изобретения 1.Способ шлифования винтовых поверхностей, прн котором ось шлифовального круга раавсфачивают в вертикальной плоскости относительно оси изделия да угол, равный углу подъема винтовой линии, отличающийся тем, что, с целью интенсификации процесса шлифования с получением на обрабатываемой поверхности регулярного рельефа, оьраьотку ведут периферийной поверхностью прерывистого шлифовального круга с 1-4 выступами с углом наклона рабочей поверхности круга относительно терца его на 4О-80®. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что обработку ведут Щ)И скорости изделия lO-i5O м/мкн и круга 2О-50 м/с. Источники информации, принятые во внимание лрк экспертизе 1. Патеиг Франднн № 2119646, кл. В 23 F 13/О8, опублик. 1973.
