(54) ШТАНГОВЫЙ СКРЕБКОВЫЙ КОНВЕЙЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Штанговый скребковый конвейер | 1975 |
|
SU569494A1 |
| КОНВЕЙЕР ШТАНГОВЫЙ СКРЕБКОВЫЙ | 1970 |
|
SU287573A1 |
| Скребковый транспортер | 1980 |
|
SU893744A1 |
| Штанговый скребковый конвейер | 1979 |
|
SU839904A1 |
| Конвейер для транспортирования металлической стружки | 1980 |
|
SU912607A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Скребковый трубчатый конвейер | 1982 |
|
SU1058843A1 |
| ШТАНГОВЫЙ КОНВЕЙЕР | 1973 |
|
SU372136A1 |
| КОНВЕЙЕР ШТАНГОВЫЙ СКРЕБКОВЫЙ | 1969 |
|
SU244937A1 |
| Скребковый конвейер | 1982 |
|
SU1090639A1 |

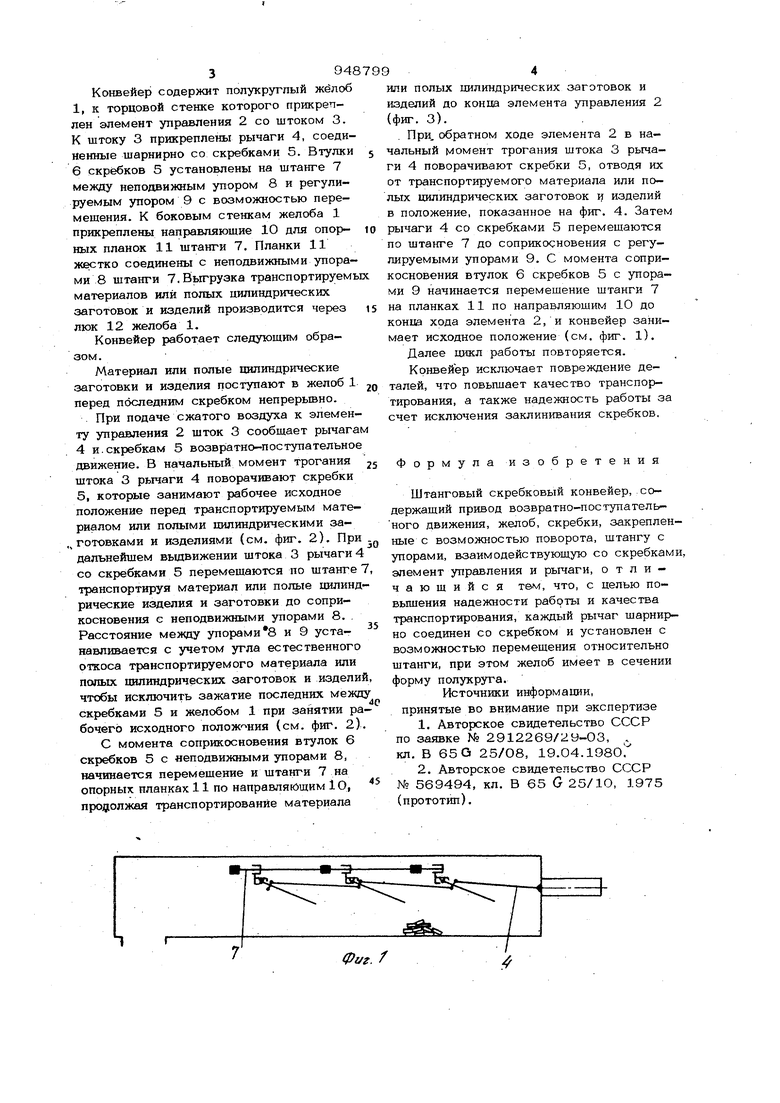
Изобретение относится к технопргичесжому транспорту и может быть испопъзсюано для транспортирования полых шши дрическюс заготовок, изделий и сьшучих материалов. Известен скребковый конвейер для транспортирования стружки, содержащий штангу со скребками и лоток, в котором расположены скребки Cl3 . Наиболее близким техническим решением к изобретению $шляется штанговый скребковый конвейер, содержаший привод возвратно-поступательного движения, желоб, скребки, закрепленные q возможноетъю поворота, штангу с упорами, взаимодействующую со скребками, элемент управления и рычаги 2 . Однако надежность работы и качество транспортирования снижены, так как заготовки и изделия могут быть зажаты между скребком и желобом. Оелью изобретения является повышение надежности работы и качества транспортирования. .Эта цель достигается тем, что в штанговом скребковом конвейере, содержащем привод возвратно-поступательного движе ния, желоб, скребки, закрепленные с возможностью.поворота, штангу с ynopaNfH, взаимодействующую со скребками, элемент управления и рычаги, каждый рычаг шарнирно соединен со скребком и установлен с возможностью перемещения отнсюительно штанги, при этом желоб имеет в сечении форму полукруга. На фиг. 1 показан конвейер с поднятыми скребками; на фиг. 2 - то же, в исходном положении; на фиг. 3 - то же, в положении, когда элемент управления совершил максимальный ход; на фиг. 4 показан конвейер с поднятыми скребками (обратный ход) ; на фиг. 5 - то же, вид сверху; на фиг. 6 - разрез А-А на фиг. 5,
Конвейер содержит полукруглый жёлоб 1, к торцовой стенке которого прикрепен элемент управления 2 со штоком 3. штоку 3 прикреплены рычаги 4, соедиенные шарнирно со скребками 5. Втулки 5 6 скребков 5 установлены на штанге 7 между неподвижным упором 8 и регулируемым упором 9 с возможностью перемещения. К боковым стенкам желоба 1 прикреплены направляющие 10 для опор- ю ных планок 11 штанги 7. Планки 11 жестко соединены с неподвижными упорами 8 штанги 7.Вь1Грузка транспортируемых материалов или полых цилиндрических заготовок и изделий производится через 15 люк 12 желоба 1.
Конвейер работает следующим образом.
Материал или полые шшиндрические заготовки и изделия поступают в желоб 1 о перед последним скребком непрерьюно.
При подаче сжатого воздуха к элементу управления 2 шток 3 сообщает рычагам 4 и.скребкам 5 возвратно-поступательное движение. В начальный момент трогания 5 штока 3 рьгааги 4 поворачивают скребки 5, которые занимают рабочее исходное положение перед транспортируемым материалом или полыми цилиндрическими заготовками и изделиями (см. фиг. 2). При . дальнейшем вьщвижении штока 3 рычаги 4 со скребками 5 перемещаются по штанге 7, транспортируя материал или полые цилиндрические изделия и заготовки до соприкосновения с неподвижными упорами 8. . Расстояние между упорами8 и 9 устанавливается с учетом угла естественного откоса транспортируемого материала или полых цилиндрических заготовок и изделий, чтобы исключить зажатие последних между скребками 5 и желобом 1 при занятии рабочего исходного положения (см. фиг. 2).
С момента соприкосновения втулок 6 скребков 5 с неподвижными упорами 8, начинается перемещение и штанги 7 на опорных планках 11 по направляющим 10, продолжая транспортирование материала
Фиг. /
или полых цилиндрических заготовок и изделий до конпа элемента управления 2 (фиг. 3).
При. обратном ходе элемента 2 в начальный момент трогания штока 3 рычаги 4 поворачивают скребки 5, отводя их от транспортируемого материала или полых цилиндрических заготовок и изделий в положение, показанное на фиг. 4. Зате рычаги 4 со скребками 5 перемещаются по штанге 7 до соприкосновения с регулируемыми упорами 9. С момента соприкосновения втулок 6 скребков 5 с упорами 9 начинается перемещение штанги 7 на планках 11 по направляющим 10 до КОН1И хода элемента 2, и конвейер занимает исходное положение (см. фиг. 1).
Далее цикл работы повторяется.
Конвейер исключает повреждение деталей, что повышает качество транспортирования, а также надежность работы з счет исключения заклинивания скребков.
Формула изобретения
Штанговый скребковый конвейер, содержащий привод возвратно-поступательного движения, желоб, скребки, закрепленные с возможностью поворота, штангу с упорами, взаимодействующую со скребкам элемент управления и рычаги, о т л и чаюшийся тем, что, с целью повьппения надежности работы и качества транспортирования, каждый рычаг шарнирно соединен со скребком и установлен с возможностью перемещения относительно штанги, при этом желоб имеет в сечении
форму полукрута.
Источники информации, принятые во внимание при экспертизе
