Изобретение касается индукционного нагрева и может быть использовано в машиностроении для нагрева внешних поверхностей при термической и химико-термической обработке деталей.
Известны индукторы для нагрева внешних поверхностей под закалку. Индукторы имеют токопровод, трубку с отверстиями для подачи водда на закаливаемую поверх«ость и магнитопровод с пазом l Однако данные индукторы не позволяют нагревать узкие зоны шириной менее 10 мм.
Наиболее близким к предлагаемому является индуктор для нагрева, содержащий токопровод и магнитопровод с пазом, в котором размещена активная ветвь токопровода с кольцевым поперечным сечением 2 .
Однако известный индуктор также не обеспечивает нагрев узких зон деталей, и поэтому не применяется для широкой номенклатуры нагреваемых деталей .
Цель изобретения - расширение номенклатуры нагреваемых деталей.
Поставленная цель достигается тем, что в индукторе магнитопровод
выполнен в виде кольца с сегментным срезом со стороны паза, при этом ширина паза составляет не более утроенной толщины стенки активной ветви токопровода .
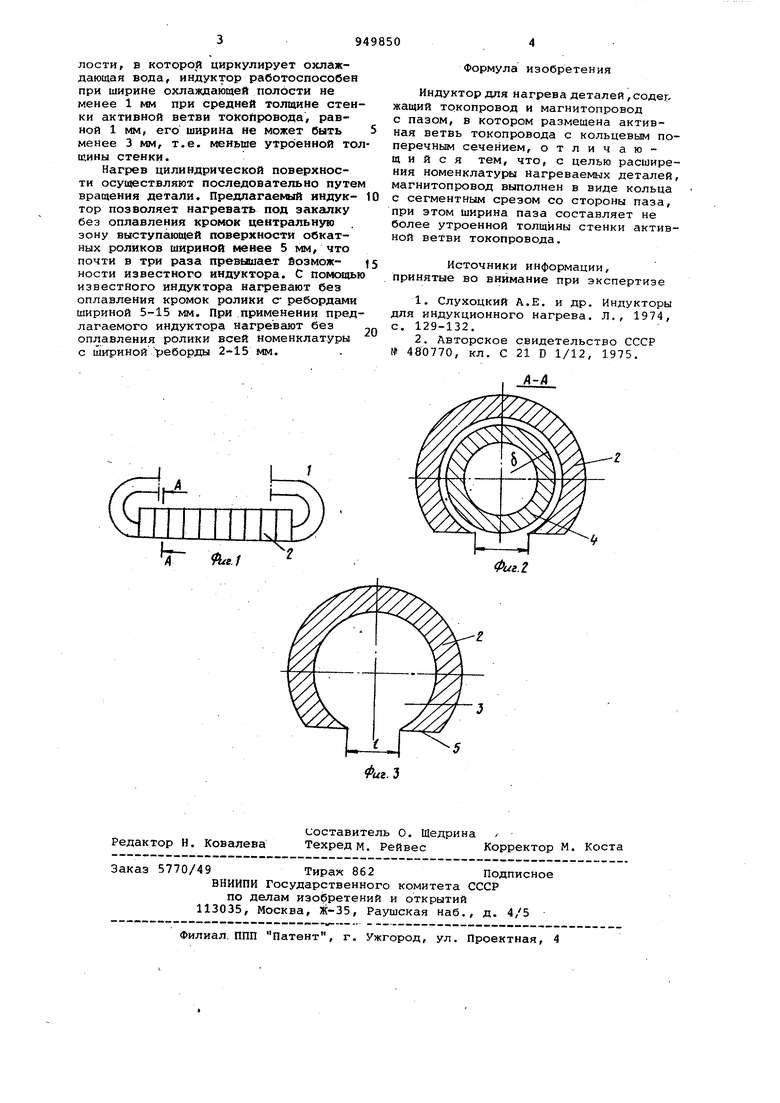
На фиг. 1 изображен индуктор,общий вид; на фиг. 2 - то же, поперечное сечение; на фиг.. 3 - магнитопровод поперечное сечение.
10
Индуктор содержит токопровод 1 и магнитопровод 2 с пазом 3, в котором размещена активная ветвь токопровода 4. Магнитопровод 2 имеет сегментный срез 5. Ширина паза магнитопровода в
15 плоскости среза составляет не более утроенной толщины стенки активной ветви токопровода.
Индуктор работает следующим образом.
Оголенная поверхность активной
20 ветви токопровода 3 индуктирует ток в поверхностный слой обрабатываемой детали. В результате этот слой металла быстро нагревается до заданной температуры. При зтом глубина 25 нагрева примерно равна глубине проникновения тока в деталь, а ширина поверхности нагрева равна ширине паза магнитопровода. Поскольку ширина активной ветви токопровода зависит
30 рт толщины его стенки и ширинн полости, в которой циркулирует охлаждающая вода, индуктор работоспособен при ширине охлаждающей полости не менее 1 мм при средней толщине стенки активной ветви токопровода, равной 1 мм, его ширина не может быть 5 менее 3 мм, т.е. меньше утроенной толщины стенки.
Нагрев цилиндрической поверхности осуществляют последовательно путем вращения детали. Предлагаемый нндук- 10 тор позволяет нагревать под закалку без оплавления кромок центральную зону выступающей поверхности обкатных роликов шириной менее 5 мм, что почти в три раза превышает йозмож- 15 нести известного индуктора. С погющью известного индуктора нагревают без оплавления кромок ролики с ребордами шириной 5-15 мм. При применении предлагаемого индуктора нагревают без оплавления ролики всей номенклатуры с шириной реборды 2-15 мм.
Формула изобретения
Индуктор для нагрева деталей ,содегжащий токопровод и магнитопровод с пазом, в котором размешена активная ветвь токопровода с кольцевым поперечным сечением, отличающийся тем, что, с целью расширения номенклатуры Нагреваемых деталей, магнитопровод выполнен в виде кольца с сегментным срезом со стороны паза, при этом ширина паза составляет не более утроенной толщины стенки активной ветви токопровода.
Источники информации, принятые во внимание при экспертизе
1.Слухоцкий А.Е. и др. Индукторы для индукционного нагрева. Л,, 1974, с. 129-132.
2.Авторское свидетельство СССР № 480770, кл. С 21 D 1/12, 1975.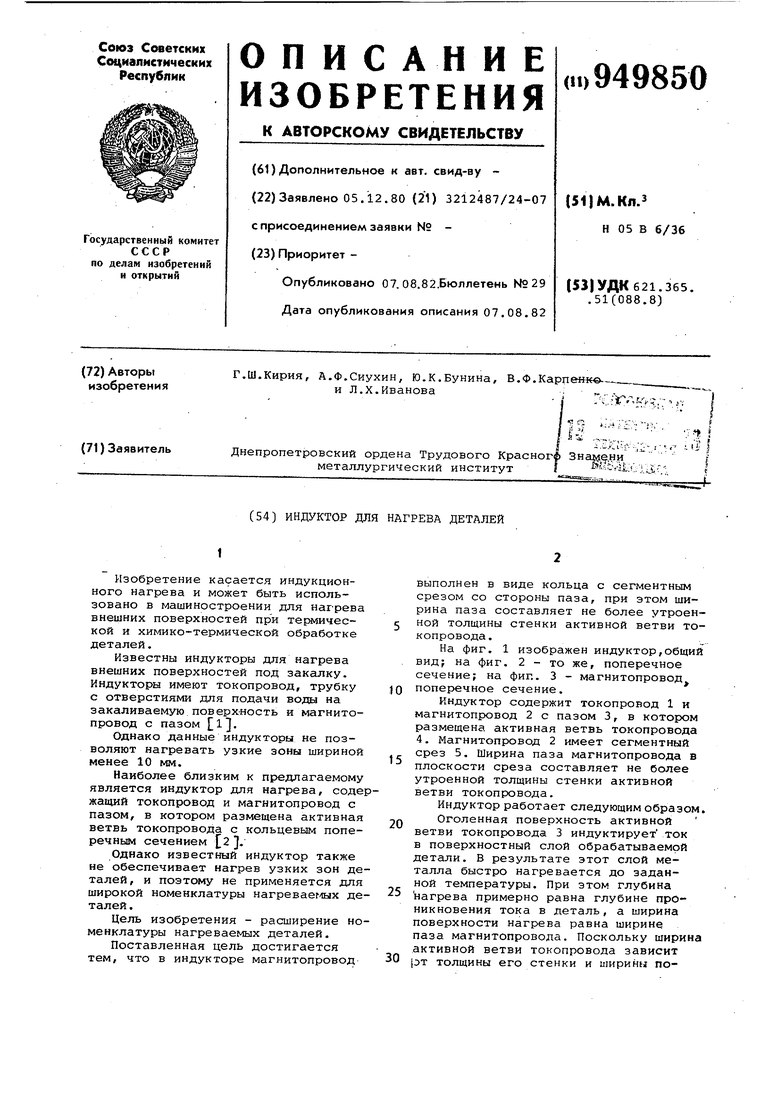
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| Индукционная установка для непрерывно-последовательной закалки дорожек качения колец крупногабаритных подшипников | 1985 |
|
SU1281593A1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ С МАЛЫМ РАССТОЯНИЕМ МЕЖДУ НАГРЕВАЕМЫМИ СТОРОНАМИ | 1998 |
|
RU2130698C1 |
| Устройство для индукционного контурного нагрева деталей под закалку | 1981 |
|
SU1031008A1 |
| Машина для контактной стыковой сварки полос оплавлением | 1984 |
|
SU1146163A1 |
| СПОСОБ КОНЦЕНТРАЦИИ ТОКА НА РАБОЧЕЙ ПОВЕРХНОСТИ ИНДУКТОРА | 1996 |
|
RU2113072C1 |
| Устройство для индукционного контурного нагрева деталей | 1983 |
|
SU1098107A1 |
| Индукционный нагреватель | 1983 |
|
SU1098959A1 |
| Индуктор для одновременного нагрева впадины зубчатых изделий | 1984 |
|
SU1201323A1 |
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
