Изобретение относится к кантователям ДЛЯ автоматичеекой электродуговой сварки изделий, имеющих, например, сферическую форму, снабженным нлатформой с роликовыми онорамн, электромоторным приводом и редукторами.
Суш,ествуюш,ие кантователи, изменяюнлне поло/1:ение изделия во взаимно иерпендикулярных наиравлениях, имеют новоротные платформы, что осложняет и утяжеляет их конструкцию.
Этот недостаток устранен в нижеописанном кантователе.
Отличительная особенность предлагаемого каигователя в том, что он состоит из двух совмещенных одна с другой платформ, ролнки на одной из которых расположены перпендикулярно к роликам другой платформы.
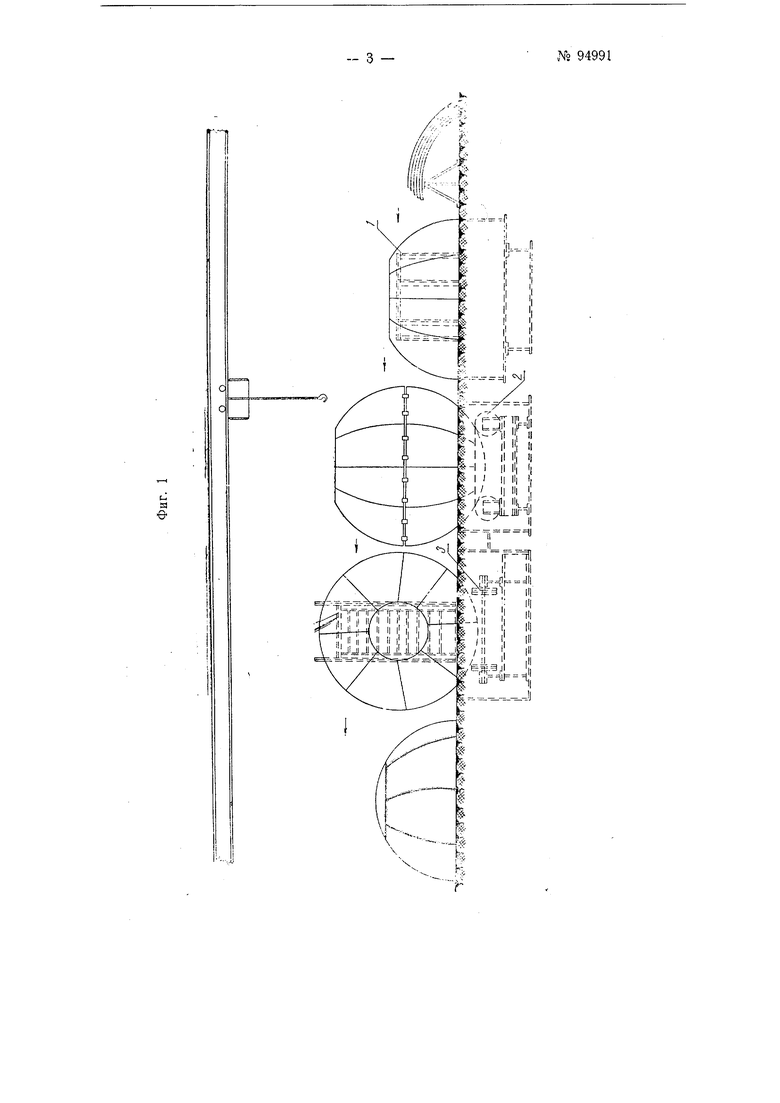
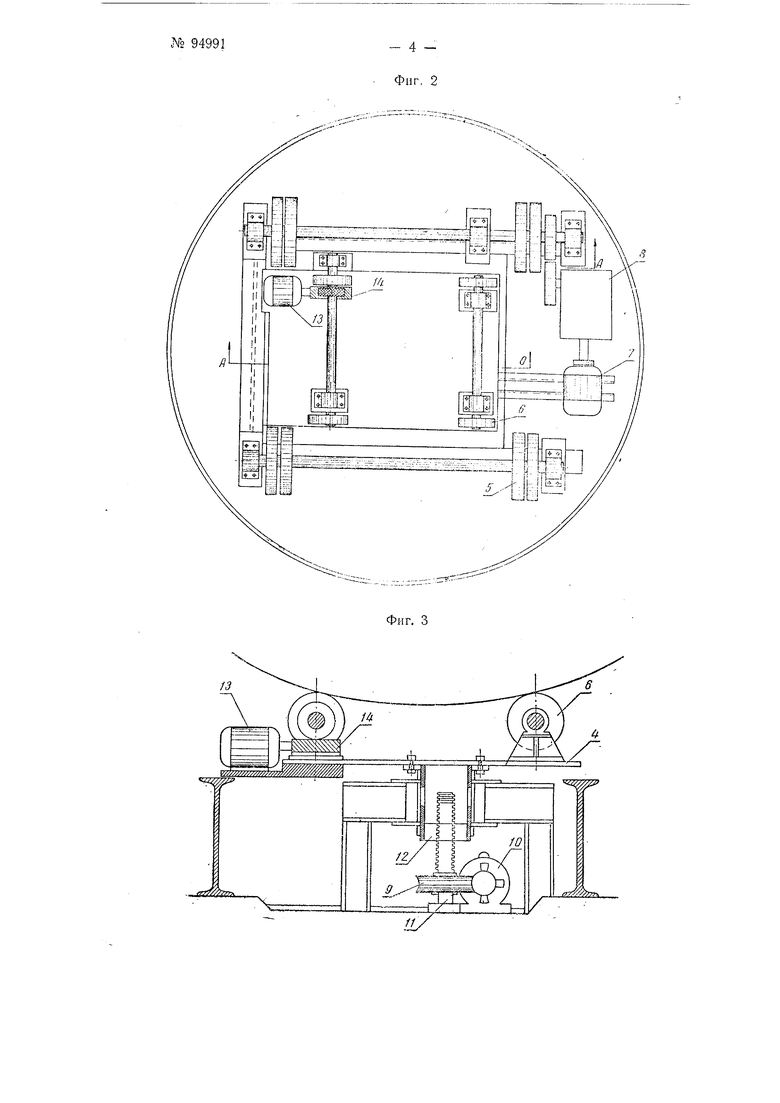
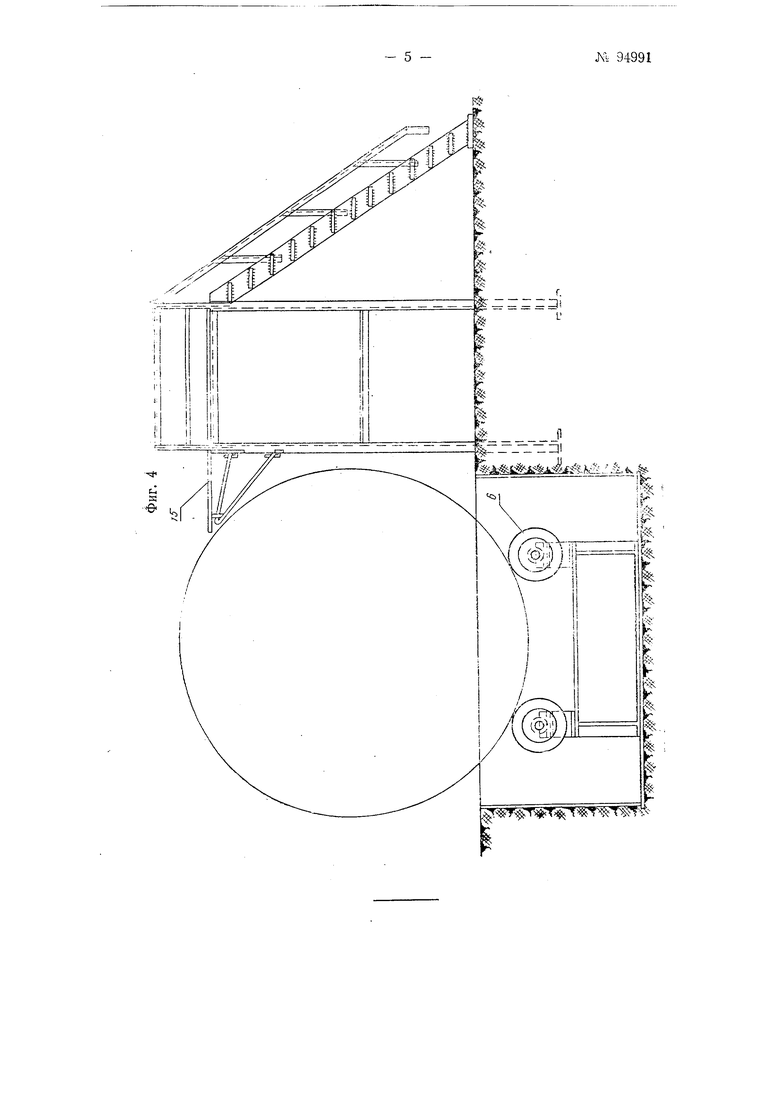
Фиг. 1 изображает примерную схему установки для сборки и сварки сферических резервуаров с применением кантователя, согласно изобретению; фиг. 2-план кантователя; фиг. 3 разрез по ЛОЛ на фиг. 2; фиг. 4-вид кантователя сбоку.
Технология сборки и сварки сферических днищ заключается в следующем.
Днище, предназначенное под автоматическую сварку при помощи кантователя, представляет собой правильное полун1арие и состоит из нескольких ленестков н одного зонта. Днища собираются на кондукторе 1, на котором обеспечивается правильность заданной окружности и плоскости основания днища. На стенде 2 днища Спариваются сухарями на электроприхватках с таким расчетом, чтобы швы одного днища являлись нродолженнем швов второго днища. На одно из спаренных днин зонт не устанавливается, а оставшееся отверстие образованного шара используется для производства автоматической сварки внутренних швов. Шар, состоящий из двух спаренных днищ, устанавливается на пространственный кантователь 3, сконструированный ДЛЯ автоматической сварки сферических днищ и представляющий собою две совмещенные одна с другой платформы 4 с роликами 5 и 6, поддерживающими и свариваемый шар. Ролики 6 расположены в перпендикз лярном направлении но отношению к роликам 5. На кантователе 3 производится автоматическая сварка радиальных UIBOB двух дниш, одновременно сварочным трактором.
Поступательное движение радиальных швов нри автоматической сварке осуш,ествляется враш,ением -четырех роликов 5 платформы при помощи электромотора 7 и червячйого редуктора 8. Для враш,ения шара строго по шву, установка его на платформе производится так, чтобы шов был расположен перпендикулярно к осям этих роликов и находился на середине между двумя парами роликов. Для перехода на сварку следуюш;его шва шар устанавливается линией полюсов в горизонтальное положение.
При помонхи подъемного механизма, состояш,его из червячной пары 9, мотора 10 и подъемного винта 11, и направляюш,ей 12 платформы 4 с роликами 6 производится подъем шара до полного освобождения его от соприкосновения с рабочими роликами 5 так, что- шар ложится всем своим весом на ролик 6. После этого включается мотор 13, который
через червячную передачу 14 производит кантовку шара в диаметральном направлении до установки следующего шва под сварку и т. д. При этом автосварш,ик находится на верху шара, на площадке 15, установленной на четырех колоннах с лестницей.
Предмет изобретения
1.Кантователь для автоматической электродуговой сварки изделий, имеющих, например, сферическую форму, снабженный платформой с роликовыми опорами, приводом от электромотора с редукторами, отличающийся тем, что, с целью устранения при кантовке поворота платформ, он составлен из двух совмещенных одна с другой платформ, ролики на одной из которых расположены перпендикулярно к роликам на другой платформе.
2.Форма выполнения кантователя по п. 1, о т л и ч а ю щ а я с я тем, что, с целью установки изделия на ролики второй из совмещенных платформ, последняя снабжена винтовым подъемником.
u ta
№ 94991
4 Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ К ЦИЛИНДРАМ БОЛЬШОГОДИАМЕТРА | 1966 |
|
SU184374A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Стенд для автоматической сварки продольных швов металлоконструкций | 1983 |
|
SU1171263A1 |
| Устройство для поворота башен танков и бронемашин | 1943 |
|
SU66772A1 |
| КАНТОВАТЕЛЬ ПОДОВЫХ БЛОКОВ И СЕКЦИЙ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2124582C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
Фиг. 3
