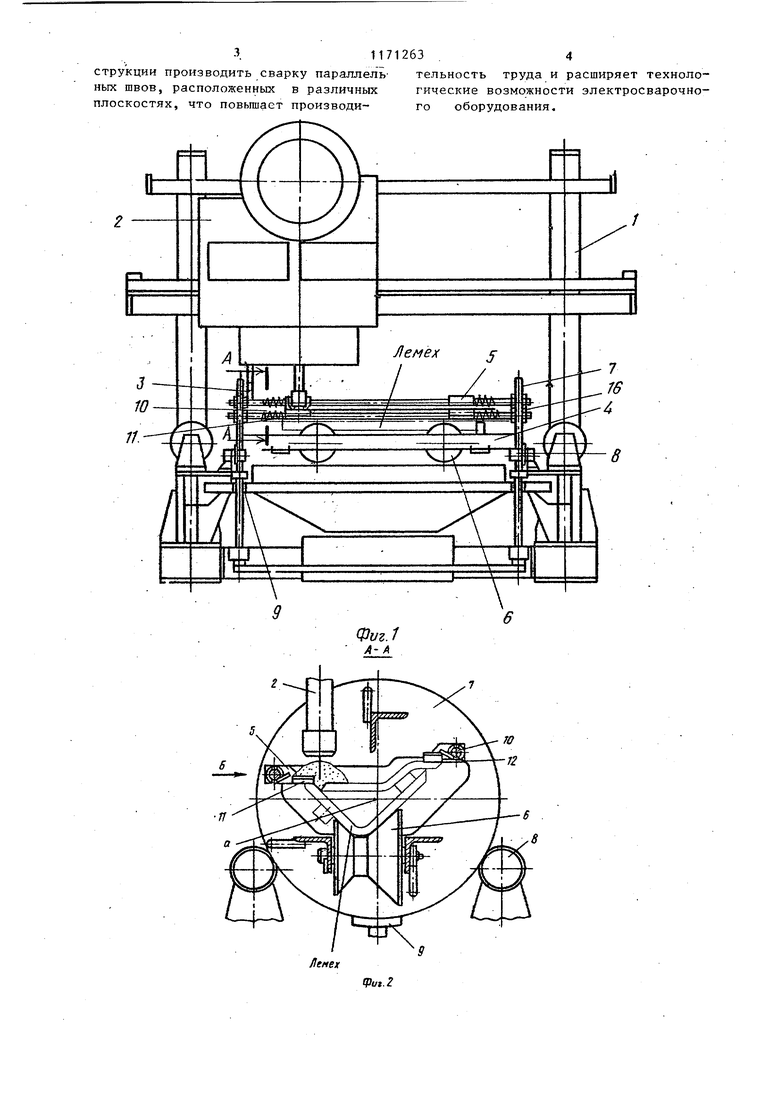
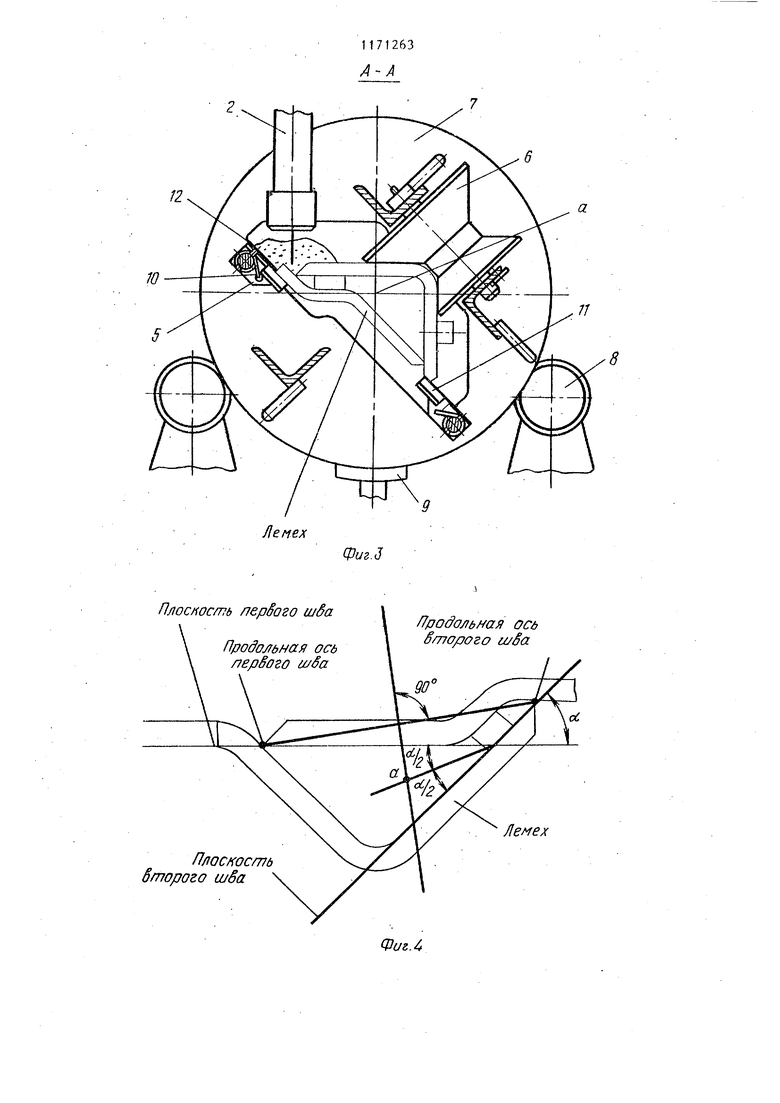
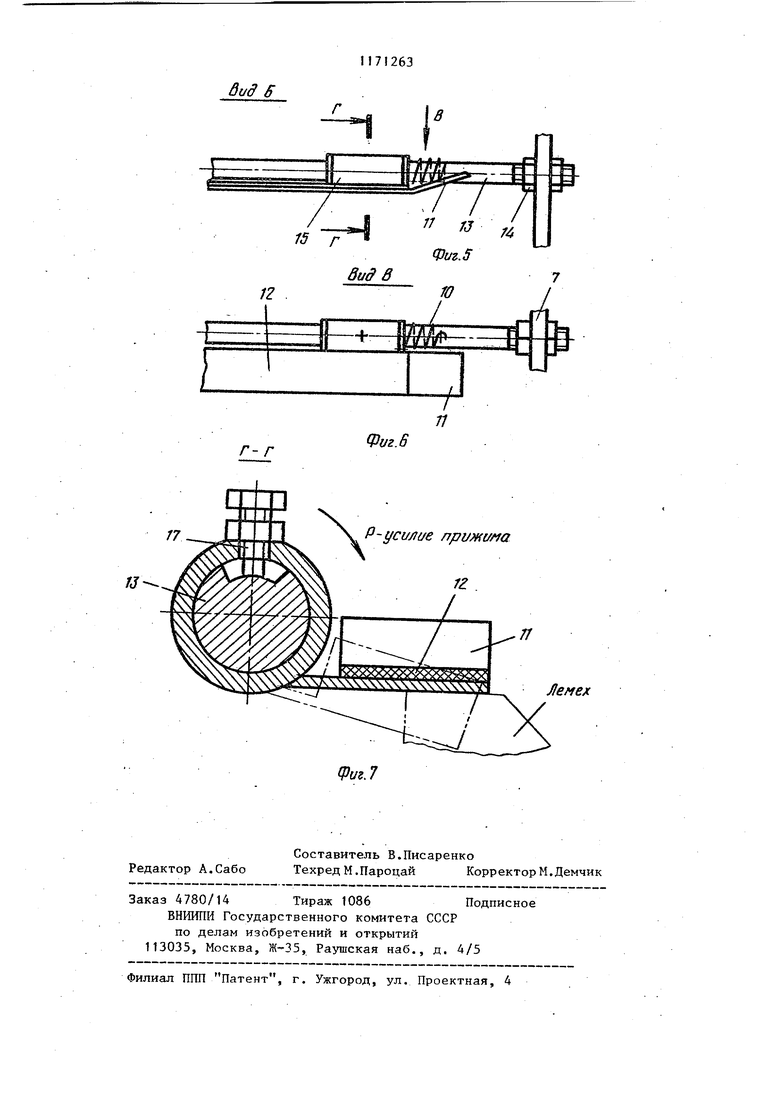
I Изобретение относится к области сварки, а именно к конструкции стен Да для автоматической сварки продол ных швов металлоконструкций, преиму щественно лемехов угольных комбайно Цель изббретения - повьгаение про водительности путем сокращения времен ма фиксацию металлоконструкции в кант вателе. На фиг, 1 показан стенд для автоматйческой сварки продольных швов мет локонструкций, общий вид; на фиг.2 разрез А-А на фиг. 1, исходное поло жение и сварка первого шва;на фиг. 3 - т же,положение сварки второго шва;на фиг. 4 - схема определения точки поворо металлоконструкций;на фиг. 5 - вид Б на фиг, 2; на фиг. 6 - вид В на фиг. 5} на фиг. 7 - разрез Г-Г на фиг.5, Стенд содержит основание 1 и уст новленный на направляющих сварочны автомат 2 с фЛюсовой аппаратурой 3 и кольцевой кантователь 4 с прижима ми 5 металлоконструкции и опорнотранспортными роликами 6. Два кольца 7 кантователя 4 смонтированы на опорных катках 8 с возможностью поворота в плоскости, перпендикулярной основанию 1. Фиксатор 9, установленный на основании 1, взаимодействует с кольцом 7, ориентируя его поворот на заданный угол. Пружины 10 представляют собой привод прижимов 5. Прижимы 5 имеют планки, которые выполнены с наклонными выступами 11 для захода металлоконструкции. К планке прижима прикреплена футеровка 12, состоящая из листа неметаллического материала устойчивого к высокой температуре. Кольца 7 кантователя 4 соединены между собой при помощи двух стержней 13 с гайками 14. На стержни 13 установлены планки 15. Пружина 10 одним концом закреплена в стержне 13, а другим - в планке 15 таким образом, что планка 15 находится под ее воздействием. Кроме того, на основании 1 установлен упор 16, а планка 15 оснащена упором 17. , В исходном положении планки 15, под воздействием пружины находятся в опущенном до упора 17 состояния, а лемех по опорно-трансцортным роликам 6 попадает в кольцевой кантователь 4 и входит в механизм прижима 5 632 Лемех, упираясь в наклонный выступ 11, приподнимает планку 15, заходит под нее, и продолжает двигаться .до упора 16 в исхолное для сварки положение. Планка 15 без дополнительных операций, вследствие захода лемеха под выступ 11 закрепляют его без вмешательства рабочего. Пружины 10 прижима 5 рассчитаны таким образом, что их усилие позволяет проходить лемеху под планки 15, а в процессе кантовки удерживать их от смещения. Так как на стенде автоматической сварки процесс сварки происходит под слоем флюса, то флюс должен быть засыпан в зону сварки для стабилизации процесса и улучшения качества шва. Однако, сварочные швы в предлагаемом изделии и в подобных ему расположены таким образом, что невозможна засыпка флюса без специальных флюсозадерживающих элементов. Для задержки флюса используется планка, футерованная неметаллическим материалом, устойчивым к высокой температуре. Планка 15 выполняет также роль затвора для сварочной ванны. Образованная таким образом полость заполняется флюсом при помощи флюсовой- аппаратуры 3 и производится сварка первого продольного шва сварочным автоматом 2, перемещающимся по направляющим относительно основания1. Дпя сварки второго шва, расположенного в другой плоскости, лемех поворачивают в кольцах 7 кантователя, 4 на опорных катках 8 относительно точки Я , лежащей на биссектрисе угла об , образованного плоскостями элементов лемеха. При повороте кантователя на угол о; лемех ориентирует ся в положение под сварку второго продольного шва за счет фиксатора 9,Образованная в результате поворота вторая полость также заполняется флюсом, и процесс сварки повторяется. После производства .сварки лемех перемещается по опорно-транспортным роликам на следующую технологическую позицию. Стенд для автоматической сварки продольных швов лемехов имеет технико-экономические преимущества, в том, что позволяет без корректировки положения сварочной головки и угла поворота свариваемой металлокон.1171263 .4
струкции производить сварку параллель- тельность труда и расширяет технолоных швов, расположенных в различных гические возможности электросварочноплоскостях, что повышает производи- го оборудования. 12
/I en ex
1171263 А a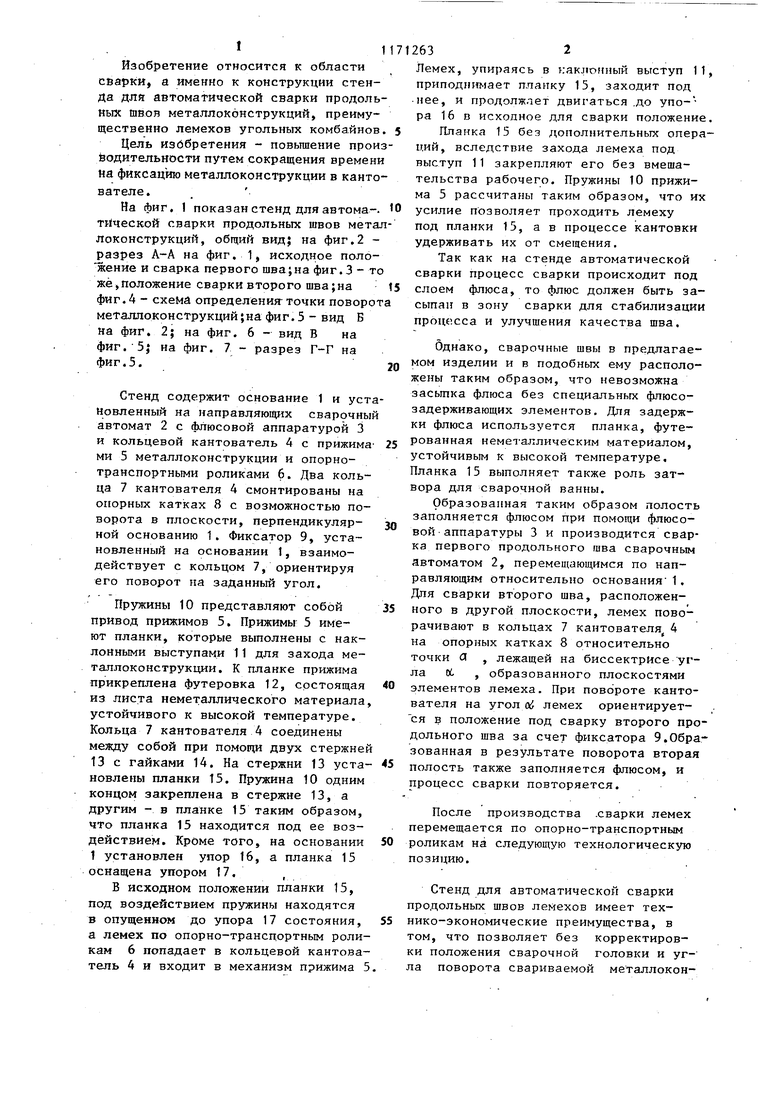
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Поточная линия сварки металлоконструкций | 1976 |
|
SU707736A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829384A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
СТЕНД ,ТЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПРОДОЛЬНЫХ ШВОВ МЕТАЛЛОКОНСТРУКЦИЙ, преимущественно лемехов угольных комбайнов, содержащий смонтированный на основании кантователь, выполненный в виде двух колец, соединенных между собой балкой с рольгангом дня продольного перемещения металлоконструкций и прижимами для фиксации металлоконструкций в процессе сварки, а также смонтированный на направляющих сварочный автомат с флюсовой аппаратурой, отличающийся тем, что, с целью повышения производительности путем сокращения времени на фиксацию изделия в кантователе, прижимы выполнены в виде стержней, расположенных перпендикулярно кольцам кантователя и скрепленных с ними, и планок, установленных на стержнях с возможностью установочного поворота и подпружиненных относительно (Л стержней-j при этом планки выполнены с наклонными выступами захода металлоконструкции.
Продоль/ ая осд второго u/Sa
Лемех
(pus.4f
дид ff
Г
Г- Г
и
( /
8
Ю
Фиг. 6
Р-усилие npu(/fia
11
/
П
Лемех
| Севбо П.И | |||
| Комбинированные машины для сварочного производства | |||
| Ки ев: Наукова Думка, 1975, с.92, рис.18. |
