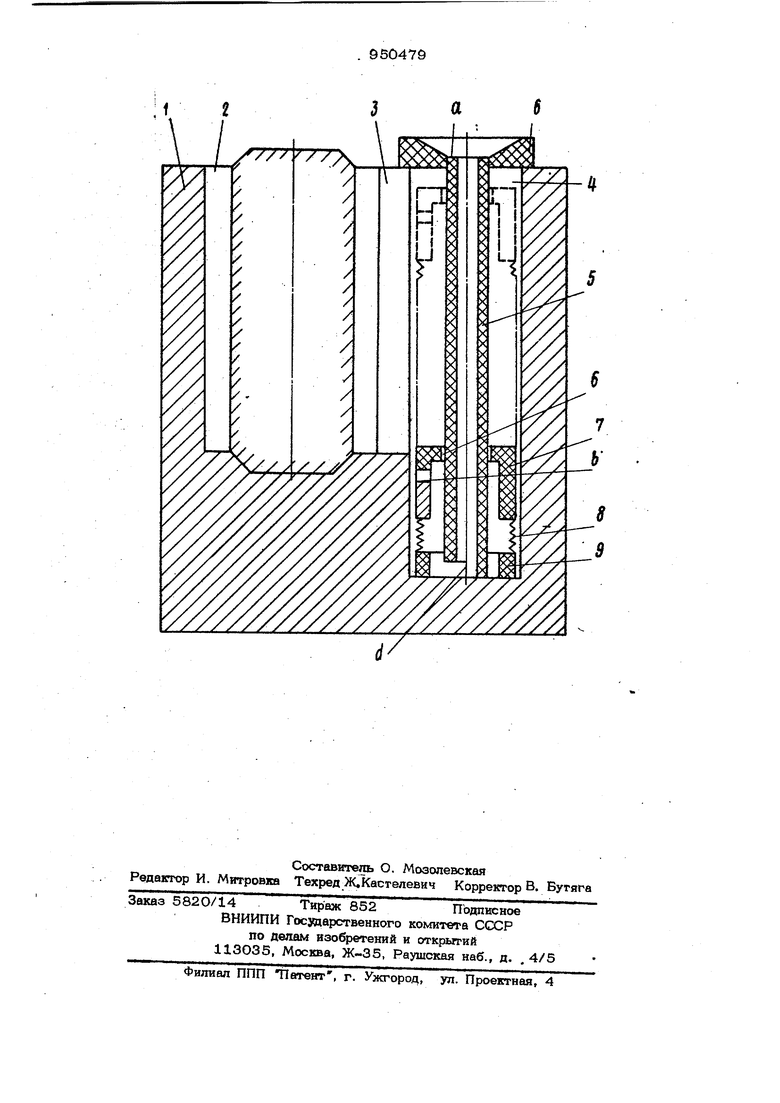
Изобретение относится к литейному производству, а именно к литниковым системам для заливки фасонных отливок из черных и цветных сплавов. Наиболее близкой к изобретению.является литниковая система, включающая стояк, щелевой питатель, вертикальный колодец с установленным в нем плавающ nojHUHeM с каналом и гофр, закрепленный одним концом на поршне, а другим - на стояке в нижней его части Cl3 Недостатком известной литниковой системы является сложность изготовления формы и повышенные габариты литниковой системы. Цель изобретения - упрощение изготовления форкал и уменьшение габаритов литниковой системы. Указанная цель достигается тем, что в вертикально-щелевой литниковой систем для литейных форм, включающей стояк, щелевой питатель, вертикальный колодеп с установленным в нем плавакяцим порщнем с каналом и гофр, жестко закреплен ный одним концом на поршне, а другим на стояке в нижней его части, стояк установлен в отверстии, выполненном в горизонтальной стенке поришя,; и раэмещен внутри вертикального колодца. На чертеже изображена предлагаемая литниковая система, вертикальный раэрез. Форма 1 имеет рабочую полость 2, которая соединена через щелевой питатель 3 с вертикальным колодцем 4. В верггикальном колодасе 4 расположен стояк 5, верхняя часть которого закреплена в отверстии а заливочной горловины 6, к плабающий поршень 7, изготовленный из огнеупорного материала. В вертикальной стенке поршня 7 имеется канал Ь для протекания жидкого металла, а в горизонтальной стенке .поршня 7 выполнено отверстие с t обеспечиваклцее беспрепятственное перемещение поршня 7 в вертикальном направлении. В нижней части вертикального колодца установлен гофр 8 из стеклоткани. одним концом жестко закрепленный на поршне 7, а другим - на втулке 9. Система работает следукищм образом. Перед сборкой формы 8 одним концом закрепляют на огнеупорной обмазке на поршне 7, а другим - на втулке 9. Собранный таким образом гзел устанавливают в форму, закрепляя втулку 9 в нижней части вертикального колодца 4. При этом под действием силы тяжести поршня 7 гофр 8 сжимается так, что канал t) находится ниже уровня рабочей полости 2 формы 1. Затем в отверстие С в горизонтально стенке поршня устанавливают стояк 5 т что нижний торец стояка 5 упирается в дно вертикального коло/ща. После этого горловину 6 отверстием л надевают на верхнюю часть стояка 5 и закрепляют с помощью огнеупорной .
Жидкий металл через горловину 6 поступает в стояк 5 и из уступа d в нижней части стояка попадает во внутреннюю полость гофра 8 и в полость поршня 7. Под действием выталкивающей силы (удельный вес материала поршня меньше удельного веса заливаемого металла) поршень 7 всплывает и металл через канал Ъ перетекает в рабочую полость 2. Вместе с подъемом 5 ровня металла в форме 1 происходит самотроизвольное вытягивание гофра 8, всплыванне поршня 7 и послойное заполнегне формы. Одновременно- гофр 8 перекрывает щелевой питатель 3 и не позволяет тем самым, перетекать металлу из вертикального колодца 4 в заполненную часть рабочей полости формы.
Формула изобретения
Вертикально-шелевая литниковая система для литейных форм, включаюшая стояк шелевой питатель, верти1:альный колодец, с установленным в нем главаюшим поршнем с, каналом и гофр, жестко закрепленный одним концом на поршне, а другим .на стояке; в нижней его части, отличающаяся тем, что, с целью упрошения изготовления форм и уменьшения габаритов литниковой системы, стояк установлен в отверстии, выполненном в горизонтальной стенке поршня, и размещен внутри вертикального колодца.
Источники инфор 1ации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 703218, кл. В 22 С 9/О8, 1974. Таким образом, в процессе всей заливки в каждую вышелеисаиую зону отливки поступает более горячий металл. Это обеспечивает направленную кристаллизацию отливки. Малая теплоемкость материала гофра и его непрерывный обогрев жидким металлом исключает намерзание металла с наружной стороны гофра и обеспечивает высокую надежность в работе всей системы в процессе заливки высоких отливок. Просачивание жидкого металла в зазор между наружной поверхностью стояка 5 и отверстием с в 1х ризонтальной стенке поршня 7 исключено, так как уровень погружения поришя 7 проходит немного выше канала t) з вертикальной стенке поршня. Кроме того, упрошается изготовление формы, гак как исключается изготовление специал эной полости для стояка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-щелевая литниковая система | 1984 |
|
SU1186362A1 |
| Вертикально-щелевая литниковая система | 1977 |
|
SU703218A1 |
| Вертикально-щелевая литниковаяСиСТЕМА | 1979 |
|
SU839656A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1967 |
|
SU203850A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1973 |
|
SU366917A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |