Изобретение относится к литейному производству, в частности к литниковым системам для заливки форм металлом..
Целью изобретения является улучше ние качества отливок путем повышения степени очистки заливаемого металла от неметаллических включений.
На чертеже изображена литейная форма,вертикальный разрез.
В форме 1 установлен стержень 2, образующий рабочую полость 3, которая соединена через щелевой питатель 4, вертикальный колодец 5 и литниковый ход 6 со стояком 7.
В нижней части вертикального колоца 5 установлен гофр 8 из стеклоткани, одним концом закрепленный на порне 9, а другим - на втулке tO. Верхняя часть поршня 9 имеет полусферическую форму, а в его вертикальной стенке выполнен .наклонный канал 11, входное отверстие которого расположено ниже его выходного отверстия, соединяющего вертикальный колодец 5
с щелевым питателем 4. I
Предлагаемая вертикально-щелевая литниковая система работает следующи образом.
Жидкий металл по стояку 7 через литниковый ход 6 и нижнюю часть вертикального колодца 5 поступает во внутренние полости гофра 8 и поршня 9. Под действием выталкивающей си лы (удельный вес материала поршня меньше удельного веса заливаемого металла) поршень 9 всплывает и металл через канал 11 перетекает через щелевой питатель 4 в рабочую полость 3. Вместе с подъемом металла в форме происходят самопроизвольное вытягивание гофра 8, всплывание поршня 9 и послойное заполнение формы. Одновременно гофр 8 перекрывает щелевой питатель 4 и на позволяет перетекать металлу из вертикального колодца 5 в заполненную часть рабочей полости формы. Поскольку канал 11 выполнен наклонным и его входное отверстие расположено ниже выходного, мениск металла в полости поршня 9 находится вьш1е уровня входного отверстия. Благодаря этому образующиеся в литниковой системе вторичные шлаки, всплывая на поверхность жидкого металла, оттесняются от опасной зоны в верхнюю часть полости поршня 9, находящуюся вьшге уровня входного канала.
Полусферическая форма верхней части паршня увеличивает расстояние от входного отверстия до потолка поршня и способствует удалению неметаллических включений из опасной зоны.
Выполнение площади поперечного сечения канала 11, равной 0,9-0,95 от площади поперечного сенения стояка в узком месте, способствует запертости системы, образованию подпора металла в полости поршня 9 и постоянному поддержанию мениска металла вьш1е уровня входного канала.
В результате этого повышается эффективности работы литниковой системы по задержанию неметаллических включений,что повьш1ает качество отливок.
Уменьшение площади сечения канала 11 на 0,95 по сравнению с узким сечением стояка вполне достаточно для создания в полости поршня подпора металла. При сушении сечения канала 1 1 на величину больше 0,9 от узкого сечения стояка может произойти фонтанирование металла при его выходе из канала 11, которое может привести к повьш1енному окислению расплава и образованию вторичных шлаков.
Предлагаемая литниковая система опробована при изготовлении производственных партий отливок типа втулок, обечаек и оснований из алюминиевого сплава Ал9. Масса отливок составляет 20-60 кг, высота 600-800 мм при толщине стенок 12-22 мм.
При изготовлении сухой песчаной формы в вертикальном колодце монтиру. ют гофр из стеклоткани и закрепляют его одним концом в нижней части колодца через огнеупорную втулку, а другим приклеивают к. поршню, изготовленному из высокопрочной стержневой смеси. Верх поршня имеет полусферическую форму, а в его вертикальной стенке выполнен наклонный канал прямоугольной формы. При этом площадь поперечного сечения канала составляет 0,95 от площади сечения стояка в узком месте.
Рентгенопросвечивание и метал- лографический анализ отливок показали, что только 3-5% отливок, получен;НЫХ с новой литниковой CИCTJMOЙ,
3 11863624
имеют единичные шлаковые включения впри этом отход отливок по негёрметичответственных местах, в то время как ности составляет 1-2% против 10-12%
при изготовлении этих же отливок попри лигье по базовой технологии,
базовой технологии доля последних.Применение предлагаемой вертикальпораженных неметаллическими включе-s но-щелевой литниковой системы особенмиями, составляет 15-20%. При прове-но эффективно при заливке фасонных,
дении гидроиспытаний подтверждено преимущественно металлоемких отливок
более высокое качество литья, полу-с массой более 10-30 кг из черных и
ченного с новой литниковой системой,цветных сплавов.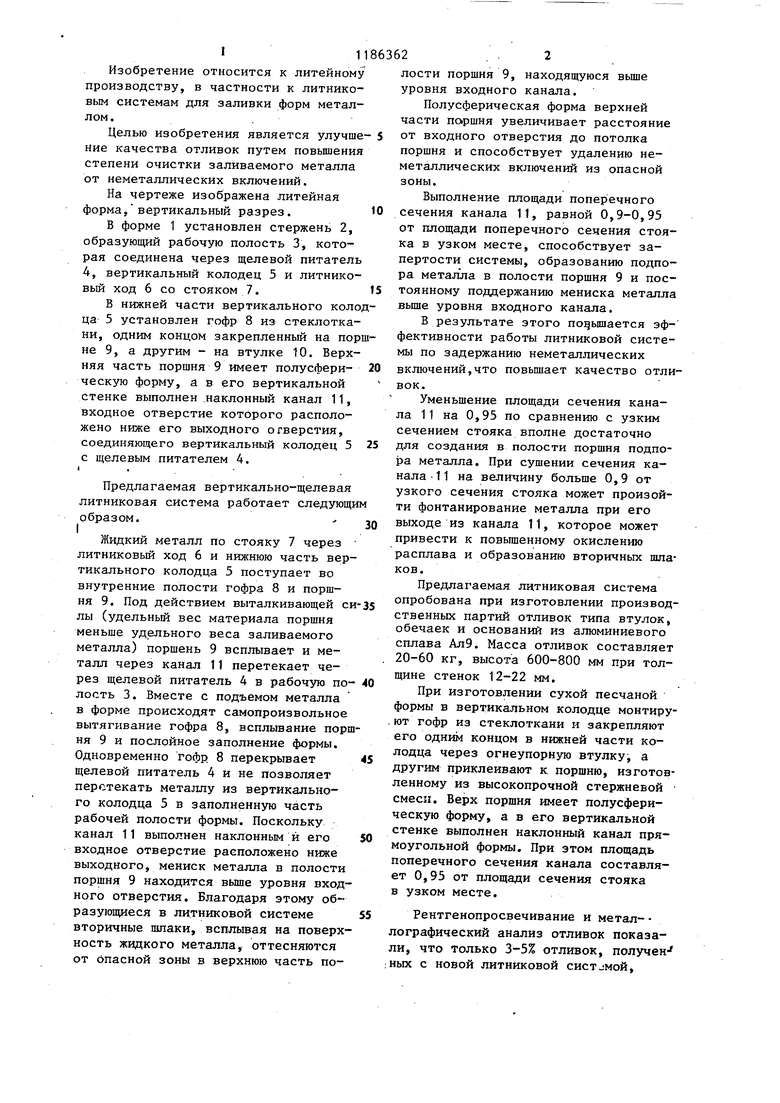

| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-щелевая литниковая система | 1977 |
|
SU703218A1 |
| Вертикально-щелевая литниковая система для литейных форм | 1980 |
|
SU950479A1 |
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2341351C2 |
| ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2357832C2 |
| Литниковая система | 1982 |
|
SU1113206A1 |
| Вертикально-щелевая литниковая система | 1988 |
|
SU1646666A1 |
| Вертикально-щелевая литниковаяСиСТЕМА | 1979 |
|
SU839656A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1967 |
|
SU203850A1 |
1. ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТ НИКОВАЯ СИСТЕМА, включающая стояк, щелевой питатель, вертикальный коло дец с установленным в нем плавающим поршнем, в вертикальной стенке кото рого имеется канал, соединяющий кол дец со щелевым питателем, и гофр. закрепленный одним концом на поршне, а другим - в нижней части вертикального колодца, отличающаяс я тем, что, с целью улучшения качества отливок путем повышения степени очистки заливаемого металла от неметаллических включений, канал выполнен наклонным, при этом его входное отверстие расположено ниже выходного, а верхняя часть поршня вьтолнена полусферической. 2. Система по л.1,отличающая с я тем, что площадь поперечного сечения канала составляет 0,90,95 от площади поперечного сечения стояка.
| Щелевая литниковая система | 1980 |
|
SU935203A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Вертикально-щелевая литниковая система | 1977 |
|
SU703218A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
