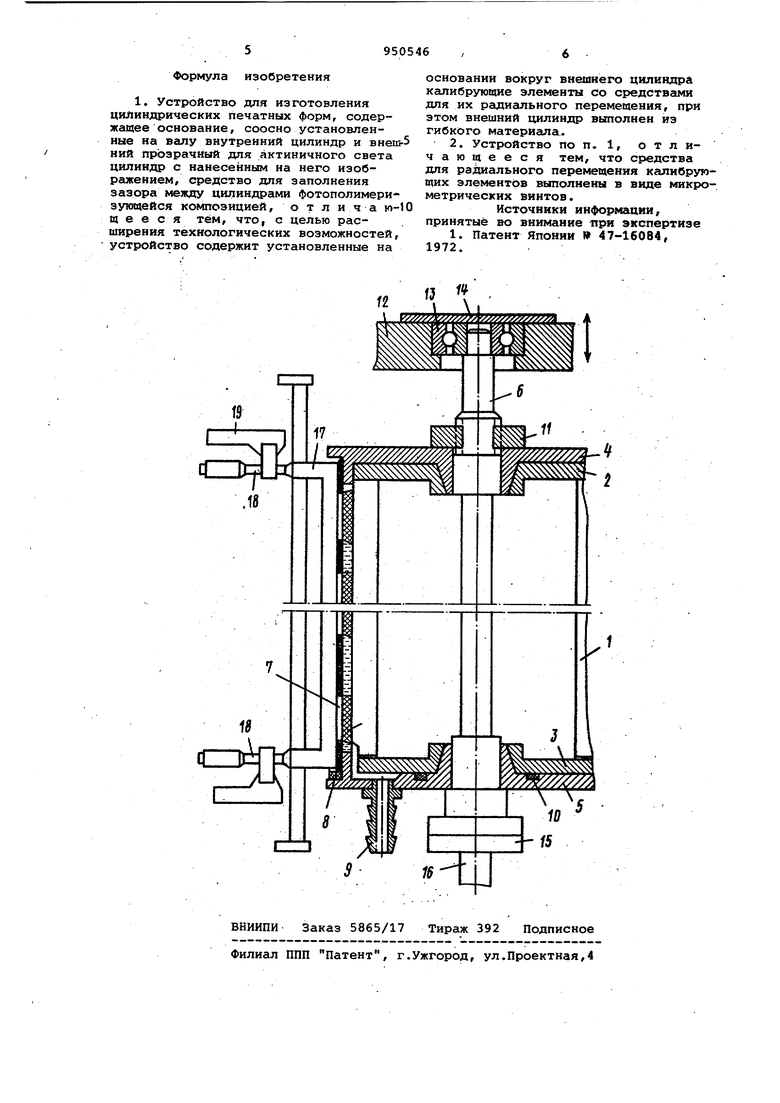
На чертеже приведена схема устро ства для изготовления цилиндрически печатных форм из жидких фотополимеризующихся композиций. Копировально-формующий пакет устройства представляет собойцилиндр 1 из прочного, в том числе и не прозрачного для актиничного света материала, к которому прикреплены фланцы 2 и 3 клеем, установленны с помощью фланцев 4 и 5 на оси б. Г ,кий цилиндр (фотонегатив I 7, прижимаемый ,к фланцу 5 резиновьтм кольцом 8, и цилиндр 1 образуют зазор, запо няемый через штуцер 9 фотополимеризующейся композицией. Ширина зазора задается толщиной выступов Фланцев 4 и 5. Эластичная прокладка 10 и пр жимная гайка 11 обеспечивает герметизацию внутренней полости цилиндра 1 от попадания в нее композиции. Ос 6 верхней частью закреплена на подвижной консоли 12 подашпником 13 с крышкой 14, а нижней частью через муфту 15 соединена с валом редуктора 16, Калибрующие элементы 17, пре ставляющие собой металлические плас тины толщиной 3 мм, закреплены в вертикальном положении на ДВУХ, рас положенных на концах пластин микрометрических винтах 18, которые, в свою очередь, жестко соединены со станиной 19. Микрометрические винты 18 представляют собой конструкцию, используемую в микрометрах, что дает возможность выставлять калибрующие элементы с точностью, с которой ведется измерение микрометрами. Облучение фотополимеризующейся композиции проводят лампами ЛУФ-80, которые расположены по периметру устройства между калибрующими элементами. Проявление, сушка и другие операции после экспонирования анало гичны применяемым при изготовлении плоских печатных форм. -Изготовление цилиндрических печатных форм с применением предлагаемого устройства осуществляется согласно следующим примерам. Пример. Калибрующие элементы устройства устанавливаются с помощью цилиндрического шаблона на расстоянии 67,35 мм от оси вращения копировально-формующего пакета. Собирают копировально-формующий пакет состоящий из внутреннего жесткого цилиндра 1 с внешним диаметром 128,3 мм поверхность которого обеспечивает высокую адгезию к формному материалу, фланцев 4 и 5, которые обеспечивают зазор в 3,0 мм, внешнего гибкого цилиндра 7 с внутренним диаметром 134,3 мм, изготовленного из фотопленки с негативным изображением (толщина пленки 0,2 мм прочно прикрепленного к фланцам 4 и 5. Зазор между двумя цилиндрами заполняют фотополимеризующейся композицией. Копировально-формующий пакет закрепляют на оси соосно цилиндру, . образованному калибрующими элементами. Во время облучения композиции Копировально-формующий пакет вращается со скоростью 2-3 об/мин. Продолжительность облучения 40 мин. Извлеченный из копировально-формующего пакета после облучения печатный вал проявляют, сушат, формный материал доотверждают аналогично операциям, применяемым при изготовлении плоских печатных форм из жидких фотополимеризующихсЯ композиций. Полученная таким образом печатная форма имеет твердость по Шору 72-74 (шкала А), придел прочности при растяжении 85-90 кг/см, относительное удлинение при разрыве 90-100% разрешающую способность 180 лин/см, выделяющую способность 40 мкм, угол у основания печатающих элементов 6570®. П р и м е р 2. Калибрующие элементы 17 устройства устанавливаются с помощью цилиндрического шаблона на расстоянии 78,5 мМ от оси вращения копировально-формующего пакета. Собирают Копировально-формующий пакет, состоящий из внутреннего жесткого Ц1 линдра 1 с внешним диаметром 149,6 мм, поверхность которого обес печивает высокую адгезию к формному материалу, фланцев 4 и 5, которые обеспечивают зазор в 3,5 мм, внешнего гибкого цилиндра 7 с внутренним диаметром 156,6 мм, изготовленного из негативной фотопленки толщиной 0,2 мм, прочно прикрепленного к фланцам. Применяемая композиция, все операции по изготовлению цилиндрической печатной формы, а также свойства форNffii соответствуют приведенным в примере 1. П р им е р 3. Калибрующие элементы 17 устройства устанавливаются с помощью цилиндрического шаблона на расстоянии 83,25 мм от оси вращения копировально-формующего пакета. При сборке копцровально-формующего пакета используют жесткий цилиндр 1 с внешним диаметром 161,1 мм,фланцы 4 и 5,которые обеспечивают зазор в 2,5 мм, гибкий цилиндр с внутренним диаметром 166,1 мм. Все операции по изготовлению цилиндрической печатной формы, а также свойства форма соответствуют приведенным в примере 1. Использование предлагаемого устройства позволяет изготавливать на одном устройстве цилиндрические печатные формы различных диаметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное устройство для изготовления цилиндрических печатных форм из жидких фотополимеризующихся композиций | 1980 |
|
SU968780A1 |
| ФОТОПОЛИМЕРИЗУЮЩИЙСЯ СЛОИСТЫЙ КОМБИНИРОВАННЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ФЛЕКСОГРАФСКОЙ ПЕЧАТИ | 2007 |
|
RU2431880C2 |
| Фотополимеризующаяся копировальная композиция | 1971 |
|
SU438204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ (ВАРИАНТЫ) | 2004 |
|
RU2278406C2 |
| Фотополимеризующаяся композиция | 1971 |
|
SU505383A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ ДЛЯ ОФСЕТНОЙ ПЕЧАТИ | 2013 |
|
RU2546477C1 |
| ПЕЧАТНЫЙ АППАРАТ МНОГОКРАСОЧНОЙ МАШИНЫ КОСВЕННОЙ ОРЛОВСКОЙ ПЕЧАТИ С ИРИСОВЫМ ЭФФЕКТОМ | 1999 |
|
RU2147282C1 |
| СИСТЕМА УДАЛЕНИЯ КРАСКИ ДЛЯ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2012 |
|
RU2608517C2 |
| Способ изготовления фотополимерных печатных форм | 1987 |
|
SU1418640A1 |
| Фотополимеризующаяся композиция для изготовления рельефных печатных форм,проявляемых водой | 1980 |
|
SU957154A1 |
