Изобретение относится к способу изгото вления фото полимерных печатных форм, которые применяются в полиграфической промышленности для получения печатной продукции.
Целью изобретения является повышение качества фотополимерных печатных (Тюрм путем снижения усадки печатающих элементов.
Пример 1„ Из фотополимери- зующейся пластины Целлофот-3 тип Б, представляющей собой слой фото- полимеризующейся композиции толщиной 0,7 мм на основе ацетофталата целлюлозы, закрепленный на металлической подложке толщиной 0,25 iviMs вырезают образцы форматом 15 х 150 и 80 X100 мм.
Образцы форматом 15 х 150 мм используют для определения индукционного периода фотополимеризующейся пластинь. Индукционный период определяют следующим образом. Образец формата 15 х 150 MJ«I расчерчивают на 15 равных участков, помев.1;ают под люминесцентные лампы УФ-света ЛУФ-80, размещенные на расстоянии 60 мм от поверхности образца. Между лампами и образцом помещают светофильтр поляроидн-ую пленку ТАЦ, от сека:г1щую часть спектра с длиной волны ниже 380 нм. Поверхность образца .закрывают светонепроницаемым мате- риалом, оставляя открытым один участок. Включают облучение Каждые 20 с передвигают светонепроницаемый материал, открывая очередной участок образца. После окончания облучения образец вымывают 0,3%-ным водным раствором гидроокиси натрия, нагретым до 40°С. За индукционный период принимают время облучения последнего вымытого участка образца.
Образец фотополимеризующейся платины форматом 80 X 100 мм помещают в вакуум-шкаф и производят вакууми- ровгшие в течение 300 с при остаточном давлении 300 гПа и температуре 20°С.
На отвакуумированный образец на- кла; 5з1вают тест-негатив, содержащий шесть повторяющихся участков. Образец с негативом помещают под лампы ЛУФ-80 и производят экспонирование в течение различного времени, визуально оценивают качество полученных после вымывания, npof-ьшки и сушки тест-форм.
0
5
0
5
0
5
0
5
0
5
Для определения характеристик фотополимерных печатных форм, готовят образцы с использованием тест-негатива, содержащего миру разрешающей способности, отдельно стоящие точки диаметром 200 мкм, группы штрихов, имеющих пробелы шириной 250 мкм, и штрихи для определения удельного сопротивления печатающих элементов сдвигу.
Образец экспонируют в течение оп- трп 1ального времени, вымывают в течение 10 мин5 промывают и сушат в течение 72 ч,
Разрешающуто способность определяют, рассматривая миру через лупу с увеличением хЮ.
Углы у основания и вершины печатающих элементов измеряют при помощи транспортира на профиле точки диаметром 200 мкм, зарисованном с использованием часового проектора ЧП-2,
Усадку рассчитывают по результатам измерения микрометром толщины фотополимеризующегося слоя на пластине и высоты точки диаметром 200 мкм на полученной тест-форме.
Удельное сопротивление печатающих элементов сдвигу определяют на разрывной машине по известной методике.
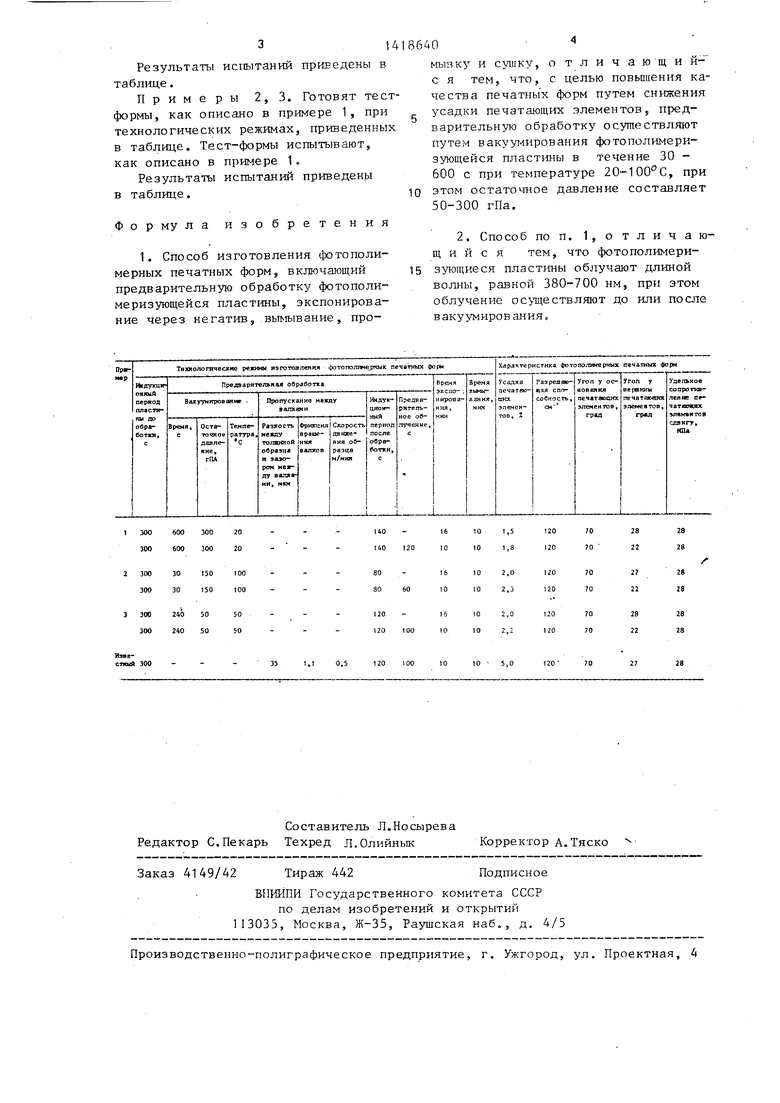
Результаты испытаний приведены в таблице.
Параллельно проводят предварительную подготовку образца фотополимеризующейся пластины, которую дополнительно облучают через пленку ТАЦ, отсекающую лучи с длиной волны ниже 380 нм, как при определении индукционного периода, в течение 120 с (время предварительного облучения должно быть меньше индукционного периода не менее, чем на 20 с), готовят тест-форму и испытывают.
. Результаты испытаний цриведены.в таблице.
Готовят также тест-форму в соответствии с известным способом, пропуская образец фотополимеризующейся пластины через валки, зазор которых на 35 мкм меньше, толщины пластины, обеспечивают фрикцию между валками, равную 1,1, скорость движения образца 0,5 м/мин, проводят предварительное облучение, изготовление тест- формы и ее испытание.
Результаты испытаний приведены в таблице.
Примеры 2,3, Готовят тес формы, как описано в примере 1, при технологических режимах, приведенны в таблице. Тест-формы испытывают, как описано в примере 1.
Результаты испытаний приведены в таблице.
Формула изобретения
1. Способ изготовления фотополимерных печатных форм, включающий предварительную обработку фотополи- меризующейся пластины, экспонирование через негатив, вымывание, промывку и cyiuKy, отличающий- с я тем, что, с целью повьппения качества печатных форм путем снижения усадки печатающих элементов, предварительную обработку осуществляют путем вакуумирования фотополимери- зующейся пластины в течение 30 - 600 с при температуре 20-100 С, при этом остаточное давление составляет 50-300 гПа,
2. Способ по п. 1,отличаю- щ и и с я тем, что фотополимери- зующиеся пластины облучают длиной волны, равной 380-700 нм, при этом облучение осуществляют до или после вакуумирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фотополимерных печатных форм | 1984 |
|
SU1254416A1 |
| Адгезивная композиция для изготовления металлической подложки фотополимерных печатных форм | 1979 |
|
SU892405A1 |
| Фотополимеризующая композиция | 1989 |
|
SU1693582A1 |
| Способ изготовления фотополимерной печатной формы | 1989 |
|
SU1693584A1 |
| Адгезионная композиция для фотополимерных печатных форм | 1980 |
|
SU892406A1 |
| Способ изготовления фотополимерныхпЕчАТНыХ фОРМ | 1979 |
|
SU836618A1 |
| Способ изготовления фотополимерных печатных форм на основе жидкой фотополимеризующейся композиции | 1987 |
|
SU1506429A1 |
| Адгезивная композиция для изготовления полиэфирной подложки фотополимерных печатных форм | 1980 |
|
SU911444A1 |
| Способ изготовления мелкорельефных фотополимерных печатных форм на основе жидкой фотополимеризующейся композиции | 1988 |
|
SU1672406A1 |
| Способ изготовления фотополимерных печатных форм | 1982 |
|
SU1094017A1 |
Изобретение относится к изготовлению фотополимерных печатных форм и позволяет повысить качество фотополимерных печатных форм путем снижения усадки печатающих элементов. Фотополимеризующуюся пластину помещают в вакуум-шкаф и производят вакуумирование в течение 30-600 с при температуре 20-100°С. При этом остаточное давление составляет 50- 300 гПа. 1 з.п. ф-лы, 1 табл.
| Способ изготовления фотополимерных печатных форм | 1984 |
|
SU1254416A1 |
