(54) СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНОЙ ПЛЕНКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроизоляционная герметизирующая пленка | 1981 |
|
SU954256A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕРМОУСАЖИВАЮЩЕГОСЯ АДГЕЗИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОЛИОЛЕФИНОВ "ДОНРАД-ЭКСТРА" | 1997 |
|
RU2124439C1 |
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВОЙ АДГЕЗИВНОЙ КОМПОЗИЦИИ ДЛЯ АНТИКОРРОЗИОННЫХ ДЕКОРАТИВНЫХ ПОКРЫТИЙ И ПОЛИЭТИЛЕНОВАЯ АДГЕЗИВНАЯ КОМПОЗИЦИЯ ДЛЯ АНТИКОРРОЗИОННЫХ ДЕКОРАТИВНЫХ ПОКРЫТИЙ, ПОЛУЧЕННАЯ ДАННЫМ СПОСОБОМ | 2022 |
|
RU2810787C1 |
| КОМПОЗИЦИЯ ДЛЯ РАДИАЦИОННО-ХИМИЧЕСКОГО СШИВАНИЯ | 1993 |
|
RU2080341C1 |
| ТЕРМОУСАДОЧНЫЕ МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2005 |
|
RU2401202C2 |
| Способ изготовления слоистых пленочных материалов | 1981 |
|
SU1032005A1 |
| ПРИГОДНЫЙ ДЛЯ ПЕРЕРАБОТКИ ТЕРМОФОРМОВАНИЕМ УПАКОВОЧНЫЙ МАТЕРИАЛ С УСАДОЧНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2445214C2 |
| КОМПОЗИЦИЯ ВИНИЛИДЕНХЛОРИДНОГО ПОЛИМЕРА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ОДИН СОРБАТНЫЙ СЛОЖНЫЙ ЭФИР | 2016 |
|
RU2736260C2 |
| КОМПОЗИЦИЯ ВИНИЛИДЕНХЛОРИДНОГО ПОЛИМЕРА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ОДИН АЛЛИЛЦИННАМАТ | 2016 |
|
RU2746948C2 |
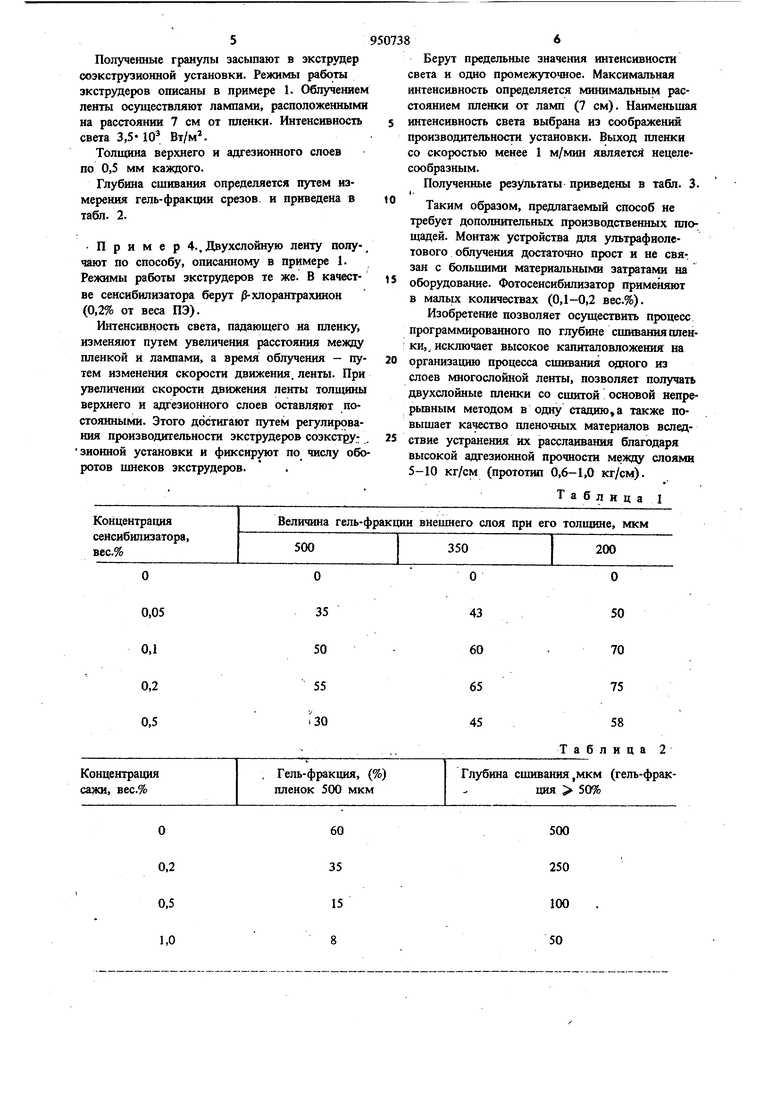
Изобретение относится к получению полимерных пленочных материалов и может бьпь использовано в нефтедобывающей, газовой и др. отраслях промьшшешюсти для защиты нефтепроводов, газопроводов и других металлических .соорз кений от подземной коррозии. Известен способ получения многослойных пленок, склеиванием полимерных пленок с помощью промежуточного полимерного слоя, наносимого из раствора дисперсии или расплава, свариванием термопластичной пленки с основой под действием тепла и механической нагрузки путем прессования или калакдрирования; соэкструзией расплавов различных полиме ров из двух экструдеров через общую головку спещгальной коиструкщш; нанесением расплава термопластической композиции на OCRO-. ву 1. Наиболее технологичньци является способ соэкструзии, так как он позволяет повысить производительность процесса, снизить затраты на оборудование и сохранить производственные площади. На практике же для получения многослойных лент со сщитой полколефиновой (полизтиленовой) основой метод соэкструзии не применим, так как во многих случаях необходимо предохранить другие слои многослойной ленты от действия излучения. Наиболее близким к предлагаемому является способ получения двухслойной пленки экструзией расплавов полиэтилена и его сополимера и сншвкой полиэтилена внещнего слоя 2. Процесс получения двухслойной пленки является многостадийным и весьма сложным. Он включает такие последовательные стадии как получение на экструдере ПЭ пленки в виде рукава, сщивание полученной пленки на электронном ускорителе, нанесение экструзионным методом на сщитую рукавную ПЭ пленку одного или нескольких слоев термопласта и ориентирование рукавной многослойной пленки. Однако этот способ характеризуется многостадийностью технологического. процесса (получение основы, ее радиационное сщиваниа и нанесение термопластичного слоя на другом экструдере) . Это приводит к удорожанию производства и требует дополнительных производ395ствеш1ых площадей. Для рагдаационного сшива ния требуется дорогостоящее оборудование, сп циально подготовлеш1ый обслуживающий персо нал и средства защиты от радиации. Способ не позволяет сшивать один из сдрев уже гото вой многослойной пленки. Кроме того, при на мотке на трубу и при эксплуатащш пленок, .полученных по .этому методу, возможно их расслаиваще из-за плохой адгезии термопластичного слоя к сшитой основе (0,6-1,0 кг/см) . Цель изобретения - упрощение процесса и повышение адгезии между слоями. Цель достигается тем, что согласно способу получения двухслойной пленки экструзией расплавов полиэтилена и его сополимера и сшивкой полиэтилена внешнего слоя, пленку получают соэкструзией указанных полимеров, а сшивку осуществляют фотохимическим методом в присутствии 0,05-0,5% от веса полиэтилена -хлорантрахинона или бензофенона при интенсивности света 0,35- ,5- 10 вт/м в течение 0,5-3 мин.. Для регулирования глубины сшкзки в расплав полиэтилена вводят 0,2-1,0 вес.% сажи. Пример. Получение двухслойного материала из полиолефинов осуществляют на промышленной установке для соэкструзии тип ЛРП 45/45-600 (инд. 591752). Для верхнего слоя используют полиэтилен высокого давлени марки 10802-020. В качестве термопластичного покрытия берут сополимер этилена с винилацетатом (сэвилен), содержащий 6% вини ацетатных групп (плотность 0,93 г/см, показатель текучести расплава 0,63 г/10 мин, Т.Ш1. 100-105° С, средневязкостная мол. мае. 36400). Единоразовая загрузка полимера в каждый экструдер соэкструзионной установки 10-40 кг. Механическую смесь гранул ПЭ с фотосенсибилизатором и гранулы сэвилена подают раз дельно в зкструдера соэкструзионной установк Температурный режимсоэкструдера для экс трузии верхнего слоя по зонам - I 70, II . ПО, III 130, IV 160. V,465/C; для экструзии сэвилена - I 50; 1170; III ПО; IV 130; V 165°С. На выходе соэкструдера получают двухслой ную пленку в виде рукава. Толщина слоев двухслойной пленки определяется режимом ра боты установки и во всех примерах остается постоянной (по 0, мм). При степегш раздува, равной 1,2, и скорости вращения цшеков экструдеров 22 об/мин пленка имеет следующие характеристики: ширина рукава в сложе нном виде 16 см; толщина внешнего слоя 0,5 мм; толщина адгезионного слоя 0,5 мм. Облучение двухслойной пленки производят на участке между приемным и намоточным устройствами суммарным светом ртутно-кварцевых ламп ПРК-7, установленных по обе стороны пленки (по 6 с каждой стороны) на расстоянии 30 см друг от друга. Сшивание верхнего полиэтиленового слоя характеризуют величиной гель-фракции экстрагируемого полимера после 5 ч кипячения образцов в ксилоле. Погрешность определения гель-фракции ±3%. Внешний слой облученной двухслойной ленты анализируют на сшивание по глубине путем определения гель-фракции срезов различной толщины. Срезы выполняют на микротоме МС-2. Значения гель-фракции срезов полиэтиленовой пленки толщиной от 0,2 до 0,5 мм в зависимости от концентрации фотосенсибилизатора (|3-хлорантрах1шона) в полимере приведены в табл. 1. табл. 1 получены при скорости движения ленты 1 м/мин и интегральной интен сиБности света, падающего на пленку 3,5 10 Вт/м (расстояние между пленкой и лампами 7 см).. Адгезионная прочность между слоями 5 + 10 кг/см. П р и м е р 2. Двухслойную ленту получают по способу, описанному в примере 1. Режимы работы экструдеров те же, в качестве сенсибилизатора используют бензофенон, марки х.ч. в концентрации 0,1 вес.%, скорость движения ленты 1 м/мин, интенсивность света 3,5 10 Вт/м, гель-фракция полиэтиленовой основы при толщине среза 0,3 мм составляет 64-70%, а при толщине 0,5 мм 44-50%. Приведенные примеры показывают, что в присутствии одного лишь сенсибилизатора ПЗ пленки толщиной 0,5 мм эффективно снижаются на всю глубину. Для изменения глубины сошвания при заданной толщине верхнего слоя в предлагаемом способе в композицию внешнего слоя вводят пигментную добавку, поглощающую или рассеивающую свет (сажа). Влияние количества сажи на глубину сшивания ПЗ-слоя многослойной ленты иллюстрирует пример, , описанный ниже. Примерз. Двухслойную ленту получают по способу, описанному в примере 1. При подготовке композиции верхнего слоя в нее наряду с 0,2 вес.% фотосенсибилизатора (|3-хлорантрахинон) вводят пигмент - сажу марки ПМ-100. Равномерное введение сажи и сенсибилизатора в полиэтилен осуществляют в смесителе на базе дискового экструдера ЭД-0,5 с последующей грануляцией. Температура расплава смеси компонентов на выходе из дискового экструдера 120-140 С.
Полученные гранулы засыпают в экструдер соэкструзиошюй установки. Режимы работы экструдеров описаны в примере 1. Облучением ленты осуществляют лампами, расположенными на расстоянии 7 см от пленки. Интенсивность света 3,5- 10 Вт/м.
Толщина верхнего и адгезионного слоев по 0,5 мм каждого.
Глубина сшивания определяется путем измерения гель-фракции срезов, и приведена в табл. 2.
Пример 4.,Двухслойную ленту полу-/ чают по способу, описанному в примере 1. Режимы работы зкструдеров те же. В качестве сенсибилизатора берут / xлopaнтpaxинoн (0,2% от веса ПЭ),
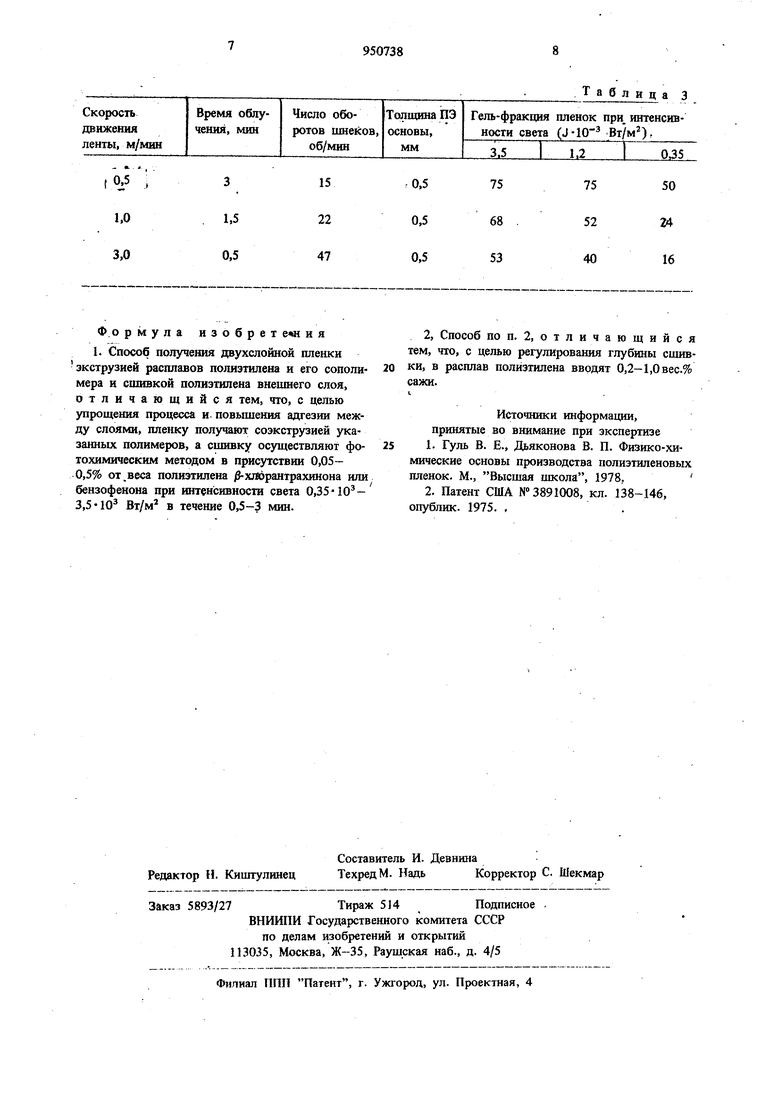
Интенсивность света, падающего на пленку, изменяют путем увеличения расстояния между пленкой и лампами, а время облучения - путем изменения скорости движения, ленты. При увеличении скорости движения ленты толщины верхнего и адгезионного слоев оставляют постоянными. Этого достигают путем регулирования производительности экструдеров соэкстру; знойной установки и фиксируют по числу оборотов шнеков зкструдеров.
О
35 50
55 130
Гель-фракция, (%)
Концентрация пленок 500 мкм сажи, вес.%
60 35 15
8
Берут предельные значения интенсивности света и одно промежуточное. Максимальная интенсивность определяется минимальным расстоянием пленки от ламп (7 см). Наименьшая интенсивность света выбрана из соображений производительности установки. Выход пленки со скоростью менее 1 м/мин являетсй нецелесообразным.
Полученные результаты приведены в табл. 3.
|
Таким образом, предлагаемый способ не требует дополнительных производственных площадей. Монтаж устройства для ультрафиолетового облучения достаточно прост и не связан с большими материальными затратами на
оборудование. Фотосенсибилнзатор применяют в мальрс количествах (0,1-0,2 вес.%).
Изобретение позволяет осуществить процесс программированного по глубине спшванияолен: ки,, исключает высокое капиталовложения на
организацию процесса сшивания одного из слоев многослойной ленты, позволяет получать двухслойные пленки со сшитой основой непрерьшным методом в одну стадию, а также повышает качество пленочных материалов вследствие устранения их расслаивания благодаря высокой адгезионной прочиости между слоями 5-10 кг/см (прототип 0,6-1,0 кг/см).
Таблица I
О
50
43
70
60
75
65
58
45
Таблица 2
Глубина сшивания,мкм (гель-фракция 50%
500 250 100 50
Ф.ормула изобрет е«н и я
Таблица 3
2, Способ по п. 2, отличающийся
тем, что, с целью регулирования глубины сшивки, в расплав полизтилена вводят 0,2-1,0вес.%
сажи.
I.
Источники информации, принятые во внимание при экспертизе 1. Гуль В. Е., Дьяконова В. П. Физико-химические основы производства полиэтиленовых пленок. М., Высшая школа, 1978,
