Предметом изо5рете)1ия Я1 ляется устройство для механического клеймения горячего металла на заготоючных н copTOiibix станах к ирименениом икевматики.
Предлагаемое уст)ойство яиллется более совериенным но сравнению с известными устройствами подобного рода, так. как оно обеспечивает высокое качество клеймения, умеиыиает износ клей:. и устраняет воздействие высокой температуры на персонал, обслуживаюнцп установку для клеймения.
Это достигается благодаря тому, что, кроме главного пиевматического цилиндра с ударным механизмом, иредлагаемое устройство спабл;еио двумя пневматическими цилиндрами, горизонтально расиолол;еппыми по его бокам и служащими для ирижатия клеймодержателя к торцу горяче mTaifrjt в момент нанесеиия удара .механизмом главного пиевматического цилиндра.
Па фиг. 1 и 2 изображены две проекции предлагаемого устройства; иа фиг. 3-поперечный разрез по пневматическим цилиндрам.
Устройство смонтировано на тележке (1), перемещающейся иа катках (2) вдоль
фронта горячего металла, уложе}П10го иа стеллаж.
На тележке (1) установлены главный нневматическпй цилиндр (3) и два дополнительных пневматических цилиндра (4) и (5), расипложенных ио обе -стороны цилиндра (3). При подаче сжатого воздуха в главпы1 цилиндр (3) его поршень (6) ударяет по бойку (7), который в свою очередь наиосит удар ио клеймоде 1жателю (8Х
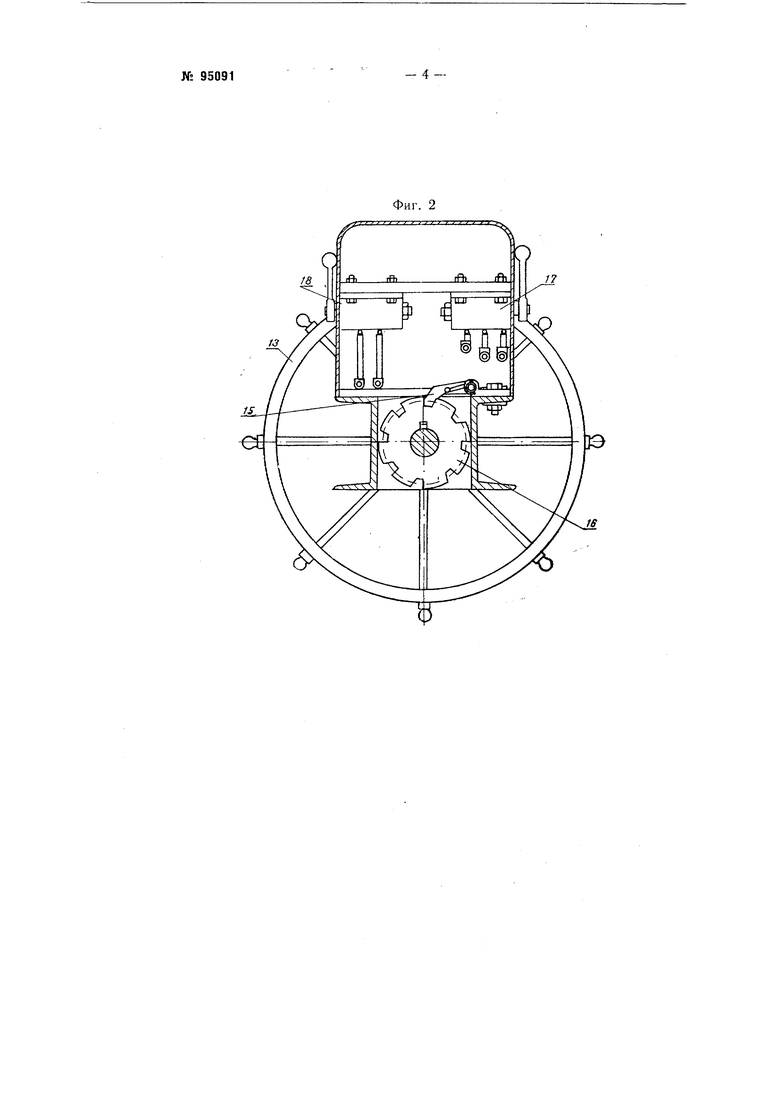
.ержатели устанйвлеиы в револьверно) головке (9), состояще из поворотного диска (10) и кулачков (11), к которым прикрепляются клеймодержатели.
Дополнительные илиндpы (4) и (5) в момент удара при помощи траверсы (12) прижимают кулачки (11) с клеймодержателями К. торцу горячей штанги, иодлежащей клеймению. Установка револьверной головки против торца штанги производится вручную штурвалом (13).
Передви.жение ycTpoiicTBa производится с помощью отдельного пневмомеханизма (14); нри этом оно может перемещаться в боковом направлении вдоль фронта горячих азготовок на расстояние порядка 500 (мм). Управление устройством производится посредством пульта управления, находящегося на расстоянии около 3 (м) от горячих заготовок.
Устанавка действует следующим образом.
После иодачи горячих штанг на стеллаж штурвалом (13) поворачивают диск (10) до тех пор, иока соот етствующий кулачок.
(11)с клеймодержателем (8) не займет верхнего положения. Это положение фиксируется защелко (15), которая упирается в зубья делительного диска (1G).
После этого поворачивают на себя рукоятку клапана (17) главного цилиндра, вследствие чего воздух поступает в цилиндры (4) и (5) и перемещает траверсу
(12)и боек (7), который прижимает кулачок. (11) с клеймодержателем к торцу горячей штанги. При дальнейшем перемещении рукоятки клапана (17) воздух поступает в цилиндр (3) и перемещает боек в поршень (G), который ударяет но 6oiiKy (7), выбивая клеймо на торце горячей штанги.
Затем рукоятка клапана (17) ставится в первоначальное пололхение и пружипы цилиндров (4) и (5) отводят траверсу (12) и боек (7) от кулачка (11) для подготовки устройства к последующему клеймению другой штанги.
«еремещеаия устройства вдоль стеллажа необходимо повернуть рукоятку клапана (18); при этом воздух поступает в правую или левую сторону цилиндра (14) и перемещает устройство в соответствуюи е5 направлении.
Предмет изобретения
1.Устройство для механического клеймения горячего металла на заготовочных и сортовых станах с нримснением пневматики, о т л и ч а ю HI; е е с я , что, помимо главного пневматического цилиндра с ударным механизмом, оно снабжено двумя доиолнитель)1ыми пневматическими цилиндрами, горизонтально расположенными по его бокам и слуагащимп для прижатия через траверсу клеймодержателя к торцу горяче нгганги в момент ианссения удара механизмом главного пневматического цилиндра.
2.Форма выполнения устройства по п. 1, о т л и ч а ю HI; е г о с я тем, что оно смонтировано дга передвиж.по{1 телеяске, переме1цаюн(ейся на катках вдоль фронта горячего металла, уложенного па стеллаж.
/5
Фиг. 2
/7

| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический клеймитель | 1979 |
|
SU814512A1 |
| Устройство для клеймения деталей | 1985 |
|
SU1260190A1 |
| Устройство для клеймения | 1980 |
|
SU897369A1 |
| Станок для многозначного клеймения | 1957 |
|
SU109664A1 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |
| Клеймитель горячего проката в торец | 1958 |
|
SU114620A1 |
| ВСЕСОЛЗНЛЯ *• nATcilTriO • ^тг:';:^?ЧЕс:'.',тБИоЛ[;ОУ?КА | 1965 |
|
SU175000A1 |
| Устройство для ударного клеймения изделий | 1983 |
|
SU1143485A1 |
| МАРКИРОВОЧНОЕ УСТРОЙСТВО | 1970 |
|
SU262663A1 |
| ЛИНИЯ РЕЗКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ НА МЕРНЫЕ ДЛИНЫ | 1973 |
|
SU383547A1 |