1
Изобретение относится к газотермическому напылению покрытий и может быть использовано во всех отраслях народного хозяйства для упрочнения деталей, работающих в условиях высоких температур, термических ударов и абразивного износа, в частности для плазменного напыления деталей металлургического оборудования таких, как печные ролики, воздушные фурмы доменных печей и др.
Известна установка для металлизации крупногабаритных изделий, содержащая металлизационную камеру с закрепленными на ее стенке металлизаторами, подвижную платформу с рольгангом для размещения и вращения изделия 1.
Недостатком известной установки является отсутствие в ней дробеструйного устройства.
Дробеструйную обработку изделий осуществляют при помощи дробеструйной аппаратуры, размещенной обычно отдельно от установки. Если для обработки мелких деталей такое размещение оборудования, при котором осуществляют раздельные дробеструйную обработку и напыление, не вызывает осложнений, то для крупногабаритных
изделий, перемещаемых с помощью кранов, раздельное проведение этих операций приводит к снижению качества покрытий, изза возникновения загрязнений и окисных пленок на поверхности изделия за время ее транспортировки к месту напыления.
Наиболее близким к изобретению по технической сущности и достигаемому результату является установка для металлизации крупногабаритных изделий, содержащая рабочую камеру и установленные в ней дробеструйное устройство, металлизатор, направляющие, манипулятор и привод перемещения дробеструйного устройства и металлизатора вдоль изделия 2.
Дробеструйное устройство и металлизатор установлены на одной тележке. При этом операции дробеструйной обработки и металлизации проводят последовательно.
Время между дробестройной обработкой и напылением должно быть по возможности минимальным, так как щероховатая основа, имея развитую поверхность, является активной и легко окисляется.
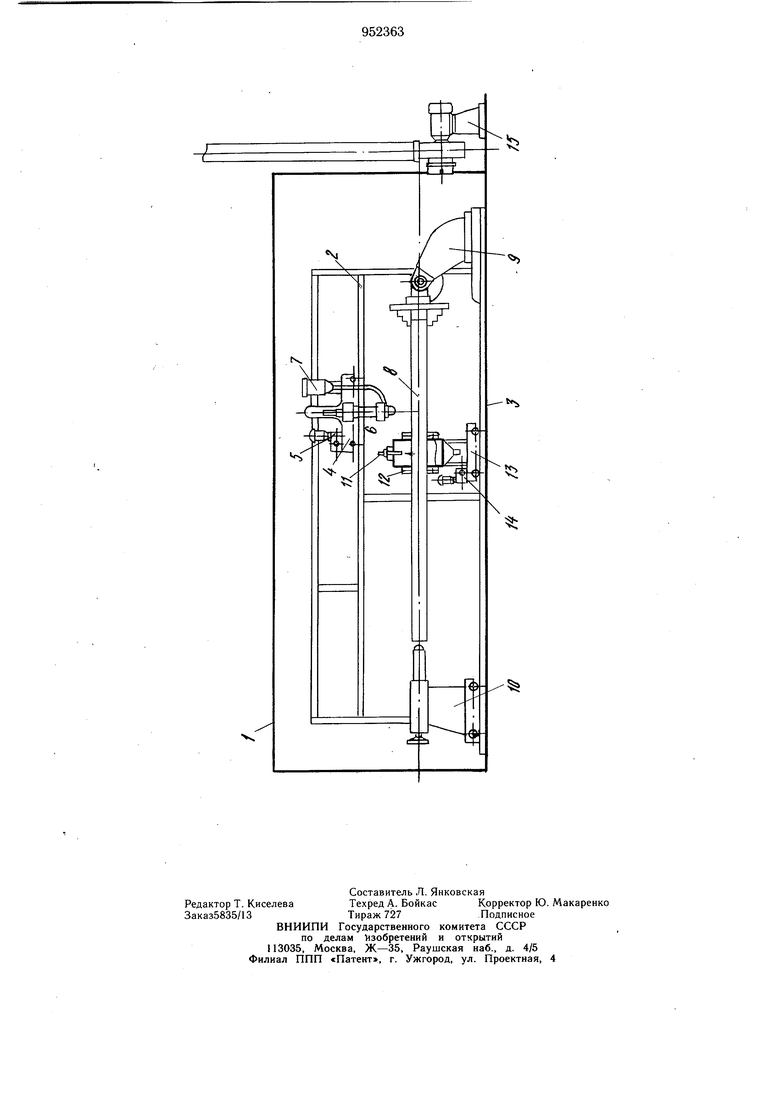
3 время дробеструйной обработки крупногабаритных изделий происходит образование окисных пленок, которые снижают прочность сцепления покрытия с основой. Целью изобретения является повышение качества покрытий за счет обеспечения синхронного перемещения дробеструйного устройства и металлизатора. Указанная цель достигается за счет того, что в установке для металлизации крупногабаритных изделий, содержащей рабочую камеру и установленные в ней дробеструйное устройство, металлизатор, направляющие, манипулятор и привод перемещения дробеструйного устройства и металлизатора вдоль изделия, последние установлены на отдельных направляющих, при этом привод перемещения дробеструйного устройства и металлизатора выполнен в виде автономных электродвигателей, соединенных электрическим валом. На чертеже показан общий вид установки. Установка включает рабочую камеру 1, направляющие 2 и 3. На направляющих 2 установлена тележка 4 с электродвигателем 5. На тележке 4 смонтированы металлизатор-плазматрон 6 и питатель-дозатор 7. Для вращения изделия 8 служит манипулятор 9 и задняя бабка 10. Дробеструйная обработка изделия осуществляется головкой 11дробеструйного устройства 12, размещенного на каретке 13, которая при помощи электродвигателя 14 может двигаться по направляющим 3, установленным вдоль обрабатываемого изделия, параллельно направляющим тележкам плазмотрона. Для отсоса из камеры пыли и газов смонтировано вентиляционное устройство 15. Электродвигатели 5 и 14 тележки 4 и каретки 13 связаны электрическим валом, в результате чего тележка плазматрона и каретка дробеструйного устройства синхронно, с заданной скоростью, могут перемещать ся вдоль обрабатываемого изделия, чем и обеспечивается нанесение покрытия сразу же после дробеструйной обработки. Установка работает следующим образом. Процесс обработки ведется при вращении изделия 8 манипулятором 9. Дробеструйное устройство 12,.охватывающее изделие 8, при помощи головки 11 дробеструет поверхность изделия 8. Дробеструйному устройству 12 при помощи электродвигателя 14 задается определенная скорость перемещения вдоль обрабатываемого изделия 8. Синхронно с дробеструйным устройством 12 движется тележка 4 с плазмотроном 6, который производит напыление покрытия порощком, подаваемым из питателя-дозатора 7 на поверхность изделия, только что прошедщего дробеструйную обработку. Использование изобретения позволит рещить вопрос пламенного напыления крупногабаритных деталей-тел вращения, в частности, воздущных фурм доменных печей. Внедрение Лредложенной установки при производстве плазменного напыления воздущных фурм доменных печей даст годовой экономический эффект на одну доменную печь 23,6 тыс руб за счет повыщения их стойкости в 2 раза. Формула изобретения Установка для металлизации крупногабаритных изделий, содержащая рабочую камеру и установленные в ней дробеструйное устройство, металлизатор, направляющие, манипулятор и привод перемещения дробеструйного устройства и металлизатора вдоль изделия, отличающаяся тем, что, с целью повыщения качества покрытий за счет обеспечения синхронного перемещения дробеструйного устройства и металлизатора, последние установлены на отдельных направляющих, при этом привод перемещения дробеструйного устройства и металлизатора выполнен в виде автономных электродвигателей, соединенных электрическим валом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 443116, кл. С 23 С 7/00, 1970. 2.Патент США № 4099481, кл. 118-8, опублик. 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| Установка для нанесения покрытий на крупногабаритные изделия | 1984 |
|
SU1233956A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 1999 |
|
RU2175360C2 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2005 |
|
RU2308491C2 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2004 |
|
RU2278904C1 |
| Установка для металлизации изделий | 1979 |
|
SU784936A1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2005 |
|
RU2303636C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
| Линия для металлизации длинномерных нежестких изделий | 1983 |
|
SU1145049A1 |