ел
о
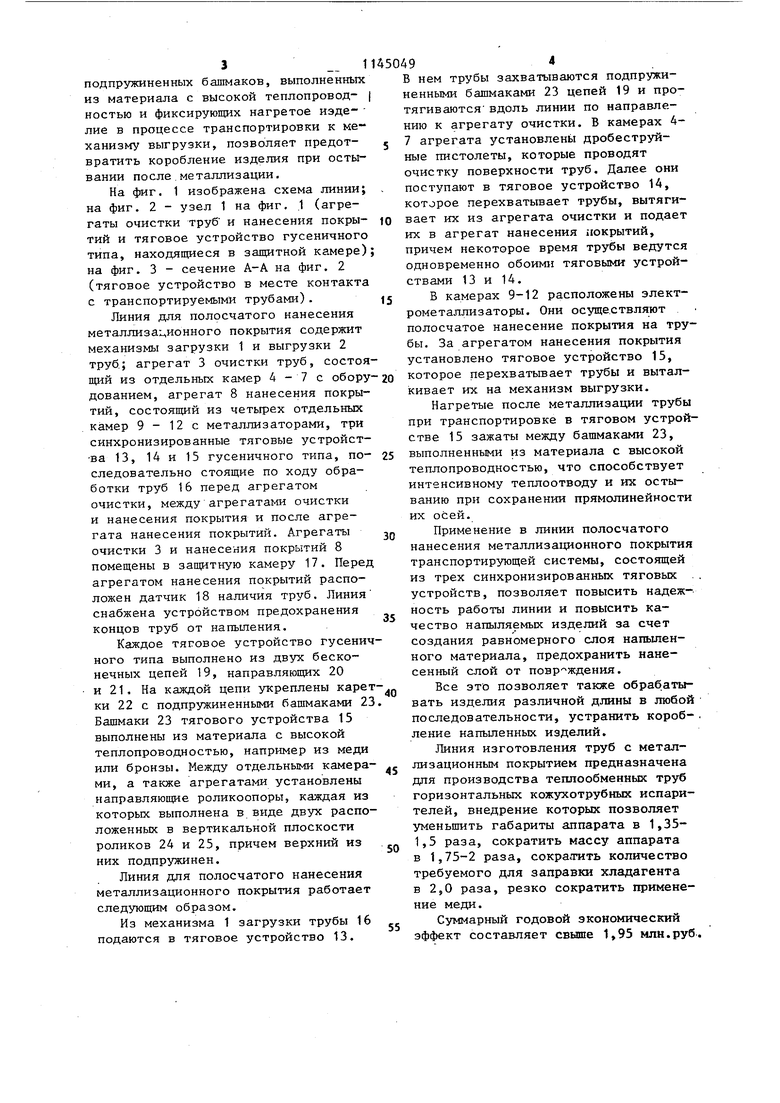
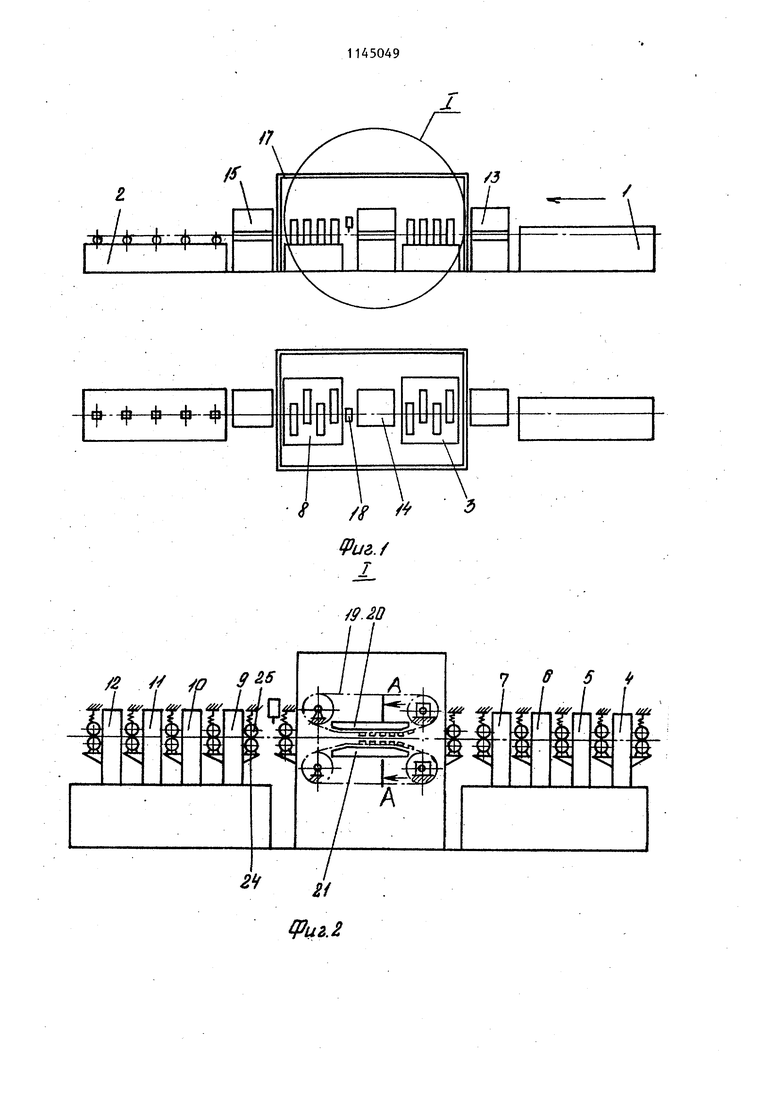
4 00 Изобретение относится к области устройств для нанес.ения покрытий металлизацией, распылением, конкрет но для нанесения пористых покрытий на трубы теплообменных аппаратов, концы которьк свариваются с трубным решетками. Известна линия для нанесения металлизационных покрытий на цилиндри ческие длинномерные изделия, содерж щая подающее и приемное устройства, технологические камеры предваритель ной очистки и металлизации, по обе стороны которых расположены толкЗющие и тянущие механизмы в виде транспортных органов с захватами и размещенными на станинах поддержи вающими роликами ij . Однако такое устройство предназн чено для обработки длинномерных изделий только больших диаметров и об ладает небольшой производительностью Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является линия для нанесения металлизационного покрытия на длинномерные нежесткие изделия, содержащая механизмы загрузки и выгрузки, агрегаты очистки и металлиз ции, выполненные в виде камер, тран портирующий механизм и направляющие роликоопоры ZJ . Во время дробеструйной и металлизационной обработки за счет харак терного для полосчатого нанесения металлизационного покрытия расположения дробеструйных пистолетов и электрометаллизаторов изделия (трубы) имеют возможность изгибатьс что затрудняет их нормальную обработку и мешает их прохождению через роликоопоры, а также увеличивает усилие проводки, что отрицательно влияет на работу механизмов. Нежесткие изделия после металлизации вслед ствие сложных термомеханизческих процессов склонны к короблению и нуж даются в термофиксации. Цель изобретения - повьш1ение качества покрытия путем предотвращения проскальзывания изделий и их коробл ния. . , Постав ленная цель достигается тем, что в линии для металлизации длинномерных нежестких изделий, содержащей механизмы загрузки и выгрузки, агрегаты очистки и металлизации, выполненные в виде камер. транспортирующий механизм и направляющие роликоопоры, транспортирующий механизм выполнен в виде синхронизированных тяговых устройств гусеничного типа, последовательно установленных перед агрегатом очистки, между агрегатами очистки и металлизации и после агрегата металлизации, причем каждое устройство выполнено в виде двух бесконечных цепей, расположенных в вертикальной плоскости, с закрепленными на них подпружиненными башмаками, профиль которых соответствует сечению изделия, а направляющие роликоопоры установлены между камерами агрегатов очистки и металлизации, причем верхние ролики подпружинены. Башмаки тягового устройства, расположенного после агрегата металлизации, выполнены из материала с высокой-теплопроводностью. Конструкция транспортирующей системы обеспечивает повышение надежности работы линии и качества напыляемых изделий, так как наличие отдельных- синхронизированных тяговых устройств гусеничного типа, установленных по ходу обработки изделий, позволяет создать равномерно распределенное тяговое усилие вдоль линии, исключить проскальзывание и проворот изделий при их движении. Установка направляющих роликоопор между отдельными камерами с оборудованием, образующими агрегаты очистки и металлизации, причем верхние ролики подпружинены, позволяет уменьшить длину свободно движущегося конца нежесткого длинномерного изделия, его возможный прогиб, исключить возможность упирания торца в pomiKoonopy и сократить сопротивление перемещению изделия. В связи с этим стабилизируется скорость перемещения изделий через технологические агрегаты. Конструкция транспортирукяцей системы позволяет подавать изделия друг за другом с минимальными зазорами, что повьш1ает производительность линии, а также напьшять изделия разной длины в разной последовательности, что расширяет технологические возможности. Наличие на бесконечных цепях тягового устройства, расположенного после.агрегата металлизации, ряда подпружиненных башмаков, выполненных из материала с высокой теплопроводностью и фиксирующих нагретое иэделие в процессе транспортировки к ме ханизму выгрузки, позволяет предотвратить коробление изделия при остывании после металлизации. На фиг, 1 изображена схема линии; на фиг. 2 - узел 1 на фиг, 1 (агрегаты очистки труб и нанесения покрытий и тяговое устройство гусеничного типа, находящиеся в защитной камере) на фиг. 3 - сечение А-А на фиг. 2 (тяговое устройство в месте контакта с транспортируемыми трубами). Линия для полосчатого нанесения металлиза,ионного покрытия содержит механизмы загрузки 1 и выгрузки 2 труб.; агрегат 3 очистки труб, состоя щий из отдельных камер 4 - 7 с обору дованием, агрегат 8 нанесения покрытий, состоящий из четьфех отдельных камер 9 - 12 с металлизаторами, три синхронизированные тяговые устройства 13, 14 и 15 гусеничного типа, последовательно стоящие по ходу обработки труб 16 перед агрегатом очистки, между агрегатами очистки и нанесения покрытия и после агрегата нанесения покрытий. Агрегаты очистки 3 и нанесения покрытий 8 помещены в защитную камеру 17. Перед агрегатом нанесения покрытий расположен датчик 18 наличия труб. Линия снабжена устройством предохранения концов труб от напыления. Каждое тяговое устройство гусенич ного типа выполнено из двух бесконечных цепей 19, направляющих 20 и 21, На каждой цепи укреплены карет ки 22 с подпружиненными башмаками 23 Башмаки 23 тягового устройства 15 выполнены из материала с высокой теплопроводностью, например из меди или бронзы. Между отдельными камерами, а также агрегатами установлены направляющие роликоопоры, каждая из которых выполнена в виде двух расположенных в вертикальной плоскости роликов 24 и 25, причем верхний из них подпружинен. Линия для полосчатого нанесения металлизационного покрытия работает следующим образом. Из механизма 1 загрузки трубы 16 подаются в тяговое устройство 13. В нем трубы захватываются подпружиненными башмаками 23 цепей 19 и протягиваются вдоль линии по направлению к агрегату очистки. В камерах 47 агрегата установлены дробеструйные пистолеты, которые проводят очистку поверхности труб. Далее они поступают в тяговое устройство 14, которое перехватывает трубы, вытягивает их из агрегата очистки и подает их в агрегат нанесения покрытий, причем некоторое время трубы ведутся одновременно обоими тяговыми устройствами 13 и 14. В камерах 9-12 расположены электрометаллизаторы. Они осуществляют полосчатое нанесение покрытия на трубы. За агрегатом нанесения покрытия установлено тяговое устройство 15, которое перехватьшает трубы и выталкивает их на механизм выгрузки. Нагретые после металлизации трубы при транспортировке в тяговом устройстве 15 зажаты между башмаками 23, выполненными из материала с высокой теплопроводностью, что способствует интенсивному теплоотводу и их остыванию при сохранении прямолинейности их осей. Применение в линии полосчатого нанесения металлизахщонного покрытия транспортирующей системы, состоящей из трех синхронизированных тяговых , . устройств, позволяет повысить надежность работы линии и повысить качество напыляемых изделий за счет создания равномерного слоя напыленного материала, предохранить нанесенный слой от повр ждения. Все это позволяет также обрабатывать изделия различной длины в любой последовательности, устранить короб- . ление напыленных изделий. Линия изготовления труб с металлизационным покрытием предназначена дпя производства теплообменных труб горизонтальных кожухотрубных испарителей, внедрение которых позволяет уменьшить габариты аппарата в 1,351,5 раза, сократить массу аппарата в 1,75-2 раза, сокраггить количество требуемого для заправки хладагента в 2,0 раза, резко сократить применение меди. Суммарный годовой экономический эффект составляет свыше 1,95 млн.руб.
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для нанесения покрытия на длин-НОМЕРНыЕ издЕлия СпОСОбОМ МЕТАллизАции | 1978 |
|
SU848481A1 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |
| Линия для нанесения металлизационных покрытий | 1978 |
|
SU751749A1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| Линия для нанесения покрытия на длинномерные цилиндрические изделия | 1987 |
|
SU1475725A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Устройство для металлизации наружной поверхности труб | 1982 |
|
SU1131918A1 |
| Линия металлизации цилиндрических изделий | 1991 |
|
SU1819910A1 |
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |
| УСТРОЙСТВО ДЛЯ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ТРУБ | 1994 |
|
RU2092250C1 |
1. ЛИНИЯ ДЛЯ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ НЕЖЕСТКИХ ИЗДЕЛИЙ, содержащая механизмы загрузки и выгрузки, агрегаты очистки и металлизации, выполненные в виде камер, транспортирующий механизм и направляющие роликоопоры, о т л и ч а ющ а я с я тем, что, с целью повышения каче|ства покрытия путем предотвращения проскальзывания изделий и их коробления, транспортирующий механизм выполнен в виде синхронизированных тяговых устройств гусеничного типа, последовательноустановленных перед агрегатом очистки, между агрегатами очистки и металлизации и после агрегата металлизации, причем каждое устройство выполнено в виде двух бесконечных цепей, расположенных в вертикальной плоскости, с закрепленными на них подпружиненными бащмаками, профиль которых соответствует сечению изделия, а направляющие роликоопоры установлены между камерами агрегатов очистки и металлизации, причем верхние роли(Л ки подпружинены 2. Линия для металлизации по п.1, отличающаяся тем, что .башмаки тягового устройства, расположенного после агрегата металлизации, выполнены из материала с высокой теплопроводностью..
-ш-ю-ш-шS /f /
Фиг,./
/9.20
VuBj
7 S 5 fy
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| НАНЕСЕНИЯ Л\ЕТАЛЛИЗАЦИОННЫХ ПОКРЫТИИ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 0 |
|
SU325280A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для нанесения покрытия на длин-НОМЕРНыЕ издЕлия СпОСОбОМ МЕТАллизАции | 1978 |
|
SU848481A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
