1
Изобретение относится к технике изготовления изделий методом металлизации напылением, в частности к изготовлению электродов-инструментов для электроэрозионной и электрохимической обработки изделии, иапример гравюр штампов.
Известна установка для металлизации изделий, включакгшая зажимное приспособление для изделия и металлизатор I.
В известной установке деталь удерживается в зажимных приспособлениях на враща- |0 юшемся с периодическими остановками стО ле, а струя распыляемого металла выходит из вертикального сопла, имеющего перемещение в горизонтальной плоскости в двух направлениях.Эта установка пригодиа для нанесения металла только на плоские поверх ности или на поверхности с незначительной кривизной.
Наиболее близкой из известных является установка для металлизации изделий, содер жащая металлизационную камеру, внутри ж которой расположен манипулятор для удержаиия изделия, свя.занный с приводом вращения изделия вокруг горизонтальиой оси, и металлизаторС Х
В известной устанс1вке манипулятор для удержания нзделия выполнен в виде самоходной платформы с рольгангом для вращения изделия. Такое выполнение манипулятора позволяет кантовать изделия только цилиндрической формы н ие обеспечивает равномерного напыления на изделия со сложными поверхиостями, например формообразующие поверхности моделей для изготовления электрода-инструмента. Кроме того, известная установка очень громоздка и сложна в изготовлении.
Цель изобретеиия - обеспечение равномерного напыления на изделия со сложиыми поверхностями, например формообразующие поверхности моделей.
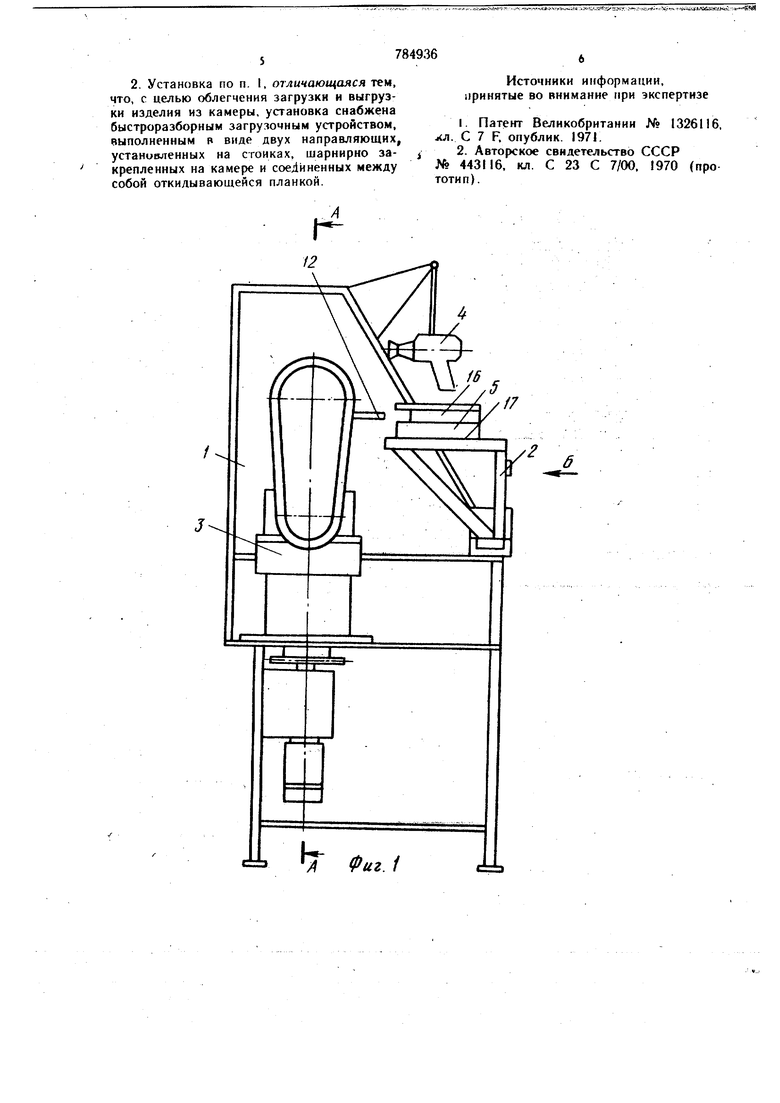
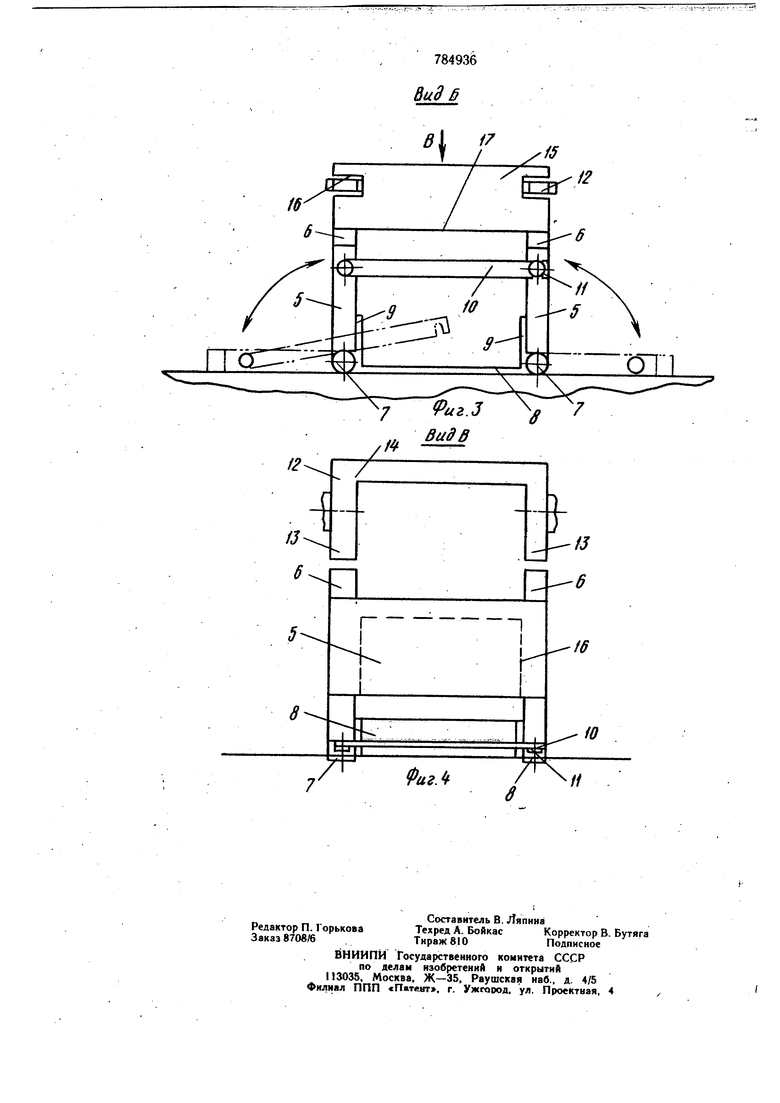
Это достигается тем, что в установке для металлизации изделий, содержащей металлизационную камеру, внутри которой расположен манипулятор для удержания изделия, связанный с приводом вращения изделия вокруг горизонтальной оси, и мгталлизатор, манипулятор выполнен в виле поворотной вокруг вертикальной оси П-образной траверсы со смонтированной в ее свободных концах П-образной скобой для удержания изделия, причем один из споболиых концов скобы кииематичооки снязап с приводом вращения иг делня иокруг 14)рнг«)нтальной оси. Для облегчения загрузки и выгрузки изделия из камеры установка снабжена быстроразборным загрузочным устройством, выполненным в виде двух направляющих, установленных на стойках, шарнирно закрепленных на камере и соединенных между собой откидывающейся планкой. На фиг. I показан общий вил установки в загрузочном положении; на фиг. 2 - сечение А - Л на фиг. 1; на фиг. 3 загрузочное устройство по стрелке Б на фиг. 1; фиг. 4 - загрузочное устройство ПС) стрелке В на фиг. 3. Установка состоит из металлизационной камеры 1 для напыления с загрузочным устройством 2, манипулятора 3, металлизатора 4. Загрузочное устройство имеет стойки 5 с направляющими 6, шарНйрно закреплёнными на осях 7 в кронштейне 8, упоры 9 и откидную планку 10, закрепленную пальцем 11. Крепежный орган манипулятора представляет собой скобу 12, имеющую два рога 13 и перекладину 14 изделия 15 с П-образным пазом 16, имеет лицевую сторону 17 и формообразующую часть 18. Установка содержит также два механических привода для вращения скобы 12 вокруг двух вэаимно перпендикулярных осей 19 и 20. Первый привод от электродвигателя 21 через редуктор 22, вал 23, коническую зубчатую передачу 24, вал 25, цепную передачу 26 и ось 27 служит для вращения скобы вокруг горизонтальной оси 19. Второй привод служит для вращения П-образной траверсы 28, в которой жестко закреплена скоба 12, вокруг вертикальной оси 20 и состоит из электродвигателя 29, редуктора 30, цепной передачи 31 и полого вала 32. Работа установки состоит из трех основных этапов: загрузка, напыление и выгрузка. При загрузке собирается быстросборное загрузочное устройство 2, для чего стойки 5 с направляющими 6 поворотом вокруг осей 7, закрепленных в кронштейне 8; до упоров 9 устанавливаются в вертикальном положении и фиксируются от самораспадания откидной планкой 10; П-образную скобу 12 манипулятора 3 устанавливают в загрузочное (горизонтальное) положение рогами 13 к работающему. Предварительно нагретое до 350°С-400°С изделие 15 с П-образным пазом 16 каким-либо грузоподъемным устройством устанавливают лицевой стороной 17 вниз на направляющие 6 и, перемещая по ним, фиксируют П-образным пазом 16 на CKo6e lfi манипулятора 3. Высота загрузочного уст|)ой,ства 2 и его положение относительно манипулятора 3 должны быть такими, чтобы после устан6 вкй Tisделия 15 на направляющие 6 П-образны( паз 16 находился строго напротив П-образ ной скобы 12, установленной в горизонтальном положении, на одном с ней уровне. Для напыления загрузочйбе устройство 2 разбирается, чтобы оно не мешало работающему манипулировать металлизатором 4, ля чего откидную планку 10 снимают с пальца 11 и стойки 5 с направляющими 6 откидываются в стороны. Скобу 1.2 манипулятора 3 с изделием 15 ставят в рабочее (вертикальное) положение перекл|адиной 14 вниз, а лицевой стороной 17 изделия 15 к работающему. Металлизатором 4 напыляется фор мообразующая часть 18, п{)едставляющая србой трехмерную полость изделия 15. Для того чтобы напыленный слои металла был равномерен по толщине и плотности, изделие 15 может в процессе напыления кантоваться с равномерной скоростью вокруг горизонтальной 19 и вертикально|й 20 осей. Вра цение вокруг горизонтальной оси 19 осуществляется 6т электродвигателя 21, редуктора 22 через вал 23, коническую зубчатую передачу 24, вал 25, цепную передачу 26 и ось 27, жестко cвяiaннyю со скобой 12. Вокруг вертикальной оси 20 вращается траверса 28, в которой закреплена скоба 12. Вращение осуществляется от электродвигателя 29, редуктора 30 через цепную передачу 31 и полый, вал 32, жестко связанный с траверсой 28. После .окончания процесса напыления скоба 12 устанавливается в загрузочное положение, собирают загрузочное устройство 2(см, описание загрузки), изделие 15 ручным захватом (на чертеже не показан) снимают со скобы 12 и по направляющим 6 вынимают из камеры I. С направляющих 6 изделие 5 снимают каким-либо грузоподъемным устройством, Установка позволяет получить слой напыленного материала, равномерного по толщине и плотности, облегчены загрузка в камеру, крепление н съем изделия из камеры. Формула изобретения 1. Установка для металлизации изделийг содержащая металлизационную камеру, внутри KOTOpolR расположен манипулятор для удержания из;делия, связанный с приводом вращения изделия вокруг горизонтальной Оси, и металлизатор, отличающаяся тем, что, с целью обеспечения равномерного напыления на изделия со сложными поверхностями, например формообразующие поверхности моделей, манипулятор выполнен в, виде поворотной вокруг вертикальио| оси П-образной траверсы со смонтированной в ее свободных концах П-образной скобой для удержания изделия, причем один, из свободных концов скобы кинематическисвязан с приводом вращения изделия вокруг горизонтальной оси.
2. Установка по п. I, отличающаяся тем, что, с целью облегчения загрузки и выгрузки изделия из камеры, установка снабжена быстроразборным загрузочным устройством, выполненным в виде двух направляющих, установленных на стоиках, шарнирно закрепленных на камере и соединенных между собой откидывающейся планкой.
1
Источники информации, принятые во внимание при экспертизе
1.Патент Великобритании № 1326 И б, Ml. С 7 F, опублик. 1971
2.Авторское свидетельство СССР
№ 443116, кл. С 23 С 7/00, 1970 (про тоти п).
27 f3 f2 17 A-A 18 5 /J
f3
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| Установка для металлизации изделий | 1980 |
|
SU931797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для металлизации крупногабаритных изделий | 1980 |
|
SU952363A1 |
| Установка для металлизации крупногабаритных изделий | 1970 |
|
SU443116A1 |
| Установка для металлизации изделий | 1987 |
|
SU1595576A1 |
| Линия для металлизации длинномерных нежестких изделий | 1983 |
|
SU1145049A1 |
| Установка для металлизации | 1979 |
|
SU817090A1 |
| Устройство для металлизации наружной поверхности труб | 1982 |
|
SU1131918A1 |
| Устройство для металлизации | 1986 |
|
SU1380795A1 |

. Вид 6
Г
