(54) КРИСТАЛЛИЗАТОР
t
Изобретение относится к литейному производству, в частности к непрерывной разливке металлов исплавов ..
Известны кристаллизаторы с ребристой водоохлаждаемой поверхностью и с просверленными каналами для прохода воды (I .
Недостатком данных кристаллиза торов является невозможность изменения интенсивности охлаждения гильзы по ее длине, вследствие чего возникают значительный перепад температур ПО:длине гильзы и большие термические нат1ряжения в ее стенке, что приводит к короблению кристаллизатора и изменению геометрии отливки.
Наиболее близким к изобретению по технической сущности является кристаллизатор, который имеет гильзу с пазами равномерного сечения на наружной поверхности, заключенную в стальную обойму и соединенную с ней болтами, ввернутыми в ребро гильзы 2 .
Однако это не позволяет уравнять температурное поле гильзы по его длине, что приводит к возникновению значительных термических напряжений и, как следствие, к деформации гильзы
и изменению геометрических размеров отливаемой заготовки.
Целью изобретения является улучшение качества отливок и увеличение долговечности кристаллизатора.
Поставленная цель достигается тем, что в кристаллизаторе, содержащем кожух и гильзу с пазами на водоохлаждаемой поверхности, пазы гильзы на
10 0,1-0,5 ее длины со стороны подвода металла выполнены с переменным сечением с шагом равным 1,1-3,0 ширины паза и глубиной 0,01-0,9 толщины стенки гильзы, а кожух кристаллизато15ра имеет сплошной выступ, сопрягающийся с гильзой.
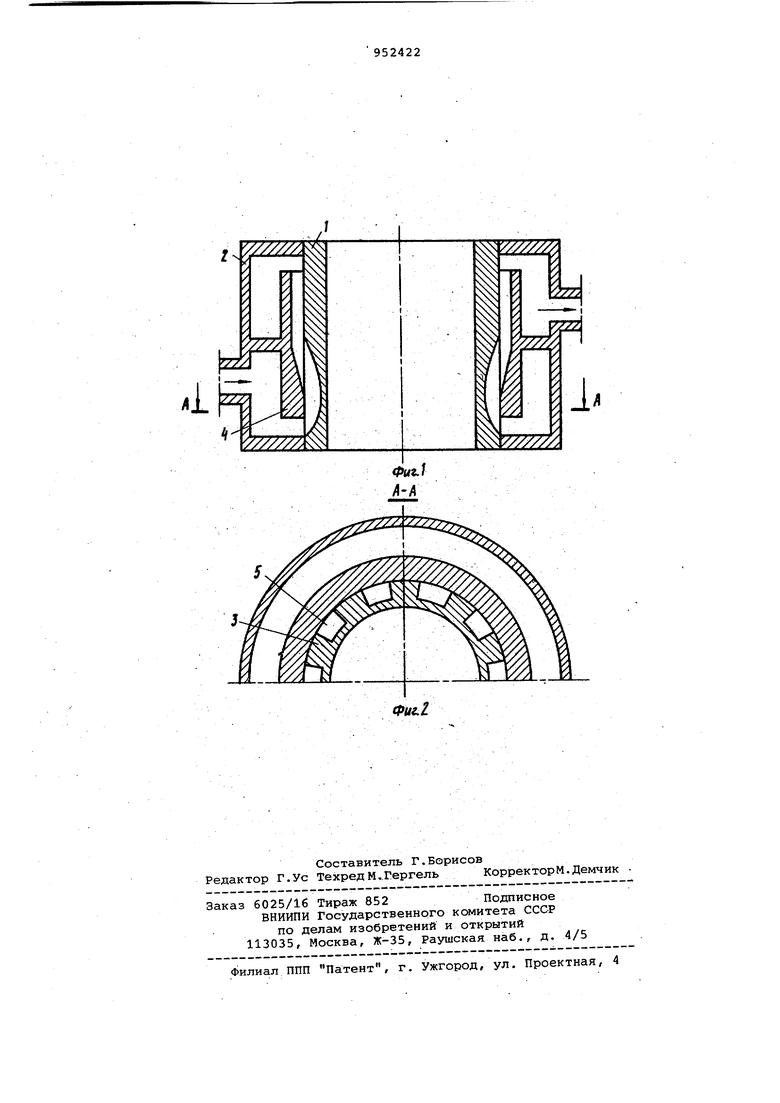
На фиг. 1 изображен предлагаемый кристаллизатор; на фиг. 2 - сечение А-А на фиг. 1.
20
Кристаллизатор состоит из гильзы 1, вставленной в кожух 2. Гильза 1 ребрами 3 упирается в выступающую часть кожуха 4. Пазы гильзы н кожух образуют каналы 5 для прохода охла25дителя.
При непрерывном литье в процессе извлечения отливки температура гильзы кристаллизатора неодинакова. Наибольшие абсолютные значения и ее пе30репад - в зоне подвода металла,т.е. в начальной зоне формирования отливки. Абсолютные значения температуры и ее перепад уменьшаются к середине гильзы, выше середины они не значительны. Поэтому изготовление пазов более 0,5 и менее ОД длины кристаллизатора не обеспечивает выр нивание температурного поля гильзы по ее длине. Выполнение пазов с шагом более 3,0 их ширины не обеспечивает уравнйвание теплоотвода по периметру гильзы, а менее 1,1 ширины приводит к уменьшению толщины ребер, упирающихся в выступ на кожухе и,как след ствие, к уменьшению жесткости гильз Изготовление пазов глубиной более 0,9 толщины гильзы приводит к уменьшению прочности стенки гильзы между ребрами, а менее 0,01 - не обеспечивает выполнение поставленНОЙ цели. Иэгр.товление пазов предлагаемой конфигурации позволяет улучшить ох;лаждение гильзы в зоне наибольших теютератур, уменьшить термические напряжения IB; ней, не изменяя жесткости и прочности, благодаря чему уменьшается коробление кристаллизатора, повышается его долговечность и надежность работы, улучшается качество отливки. П р и мер . Изготовлен кристал лизатор для непрерывного литья намо раживанием чугунных заготовок. Гиль за из меди с внутренним диаметром 74 к«4 толщиной стенки 10 Мм и высотой 180 мм. В зоне подвода металл иа наружной поверхности вьшолнены пазы шириной 3 мм с шагом 7 мм, что составляет 2,3 ширины паза. гМакси,мальная глубина паЗа 8 мм или 0,8 толщины стенки гильзы выполнена на длине 20 мм. Глубина паза плавно уменьшается до 1 мм к середине гильзы, т.е. длина пазов составляет 0,5 длины гильзы. Гильза ребрами упирается в выступающую часть кожуха. Профиль выступающей части повторяет профиль паза по длине. Предлагаемая кристаллизация кристаллизатора позволяет уравнять температурное поле гильзы по высоте и снизить термические напряжения в стенке, улучшить качество получаемых заготовок,увеличить надежность работы кристаллизатора и его долговечность в 2-3 раза. Годовой экономический эффект составит 48000 руб. . Формула изобретения Кристаллизатор, содержащий кожух и гильзу с пазами на водоохлаждаемой поверхности, о тличающи йС я тем, что, с целью улучшения качества ртливок и увеличения долговечности кристаллизатора , пазы гильзы на 0,1-0,5 ее длины со стороны подвода металла выполнены с переменным сечением с шагом равным 1,1-3,0 ширины паза и глубиной 0,01 -: р|9 толщины стенки гильзы, а кожух кристаллизатора имеет сплошной выступ, сопрягающийся с гильзой. Источники информации, принятые во внимание при экспертизе . 1. Баранов О.А. и др. Непрерывное литье чугуна, с. 160, рис. 60 и 61. 2. Патент ПНР 47964, кл, 31 С 10/03, опублик. 1973.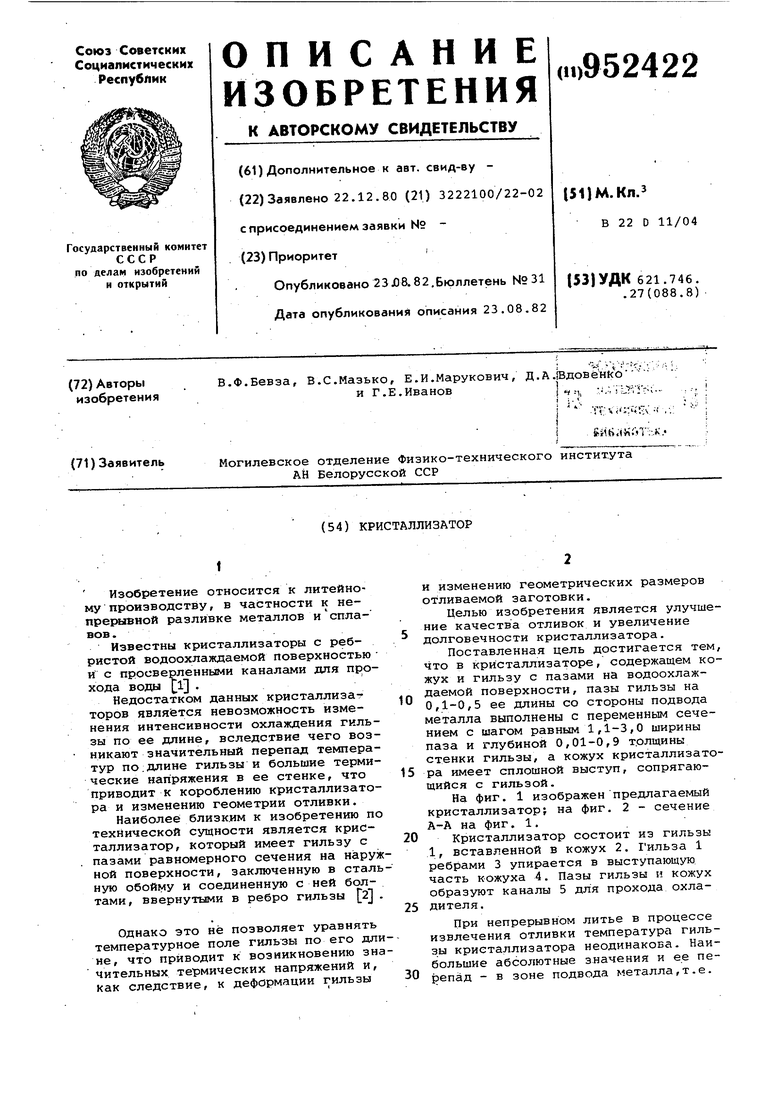
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕДИ И МЕДНЫХ СПЛАВОВ | 1993 |
|
RU2038186C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1107955A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛИЗАТОРОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 2005 |
|
RU2308349C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК | 1990 |
|
RU2022693C1 |
| Кристаллизатор для установок непрерывного литья намораживанием | 1979 |
|
SU904876A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2415731C2 |
| Кристаллизатор для установки непрерывного литья металлов | 1980 |
|
SU975190A1 |
| Кристаллизатор для непрерывного горизонтального литья заготовок | 1990 |
|
SU1743677A1 |