Изобретение относится к кристаллизатору для непрерывной разливки металла с признаками ограничительной части п.1 формулы изобретения.
Гильзовые кристаллизаторы из меди или медных сплавов для литья профилей из стали или других металлов с высокой температурой плавления многократно описаны в уровне техники. Гильзы кристаллизаторов имеют обычно в горизонтальной плоскости сечения равномерную толщину стенок, которая в направлении заготовки возрастает из-за внутренней конусности гильзы кристаллизатора. Внутренняя конусность соответствует характеру затвердевания заготовки и параметрам процесса непрерывной разливки. Вскоре после наступления затвердевания непрерывно-литого металла, то есть непосредственно под зеркалом расплава, вследствие трехмерного по сечению теплоотвода возникает разный по силе характер охлаждения литой заготовки. Поскольку в углах гильзы кристаллизатора вследствие геометрических соотношений отводятся особенно большие количества тепла, там наблюдаются особенно сильный рост корочки заготовки и, тем самым, особенно сильная усадка. На боковых стенках гильз кристаллизаторов теплоотвод, как правило, меньше, хотя здесь одновременно возникает более высокий тепловой поток. Следствием разного охлаждения по зонам является неравномерный рост корочки заготовки, что может привести к напряжениям в металле и трещинам в корочке заготовки и, тем самым, повышает риск прорыва расплава.
Уже был сделан ряд предложений по достижению как можно более однородного теплоотвода и, тем самым, для создания предпосылок более высокой производительности разливки. Например, из документа DE 3621073 А1 известен кристаллизатор, у которого охлаждающими канавками снабжены только дугообразные боковые поверхности, а не угловые зоны. Охлаждение должно быть повышено, прежде всего, в зоне зеркала расплава, как это описано также в DE 3411359 А1. Меры для повышения интенсивности охлаждения и скорости разливки раскрыты также в ЕР 1468760 В1, где предложено, что охлаждающие каналы занимают 65-95% внешней поверхности медной гильзы, причем медная гильза одновременно по всей периферии и, в основном, по всей длине снабжена опорным кожухом. У вертикально осциллирующих кристаллизаторов согласно DE 19581547 С2 предложено выполнение внутренней поверхности с выемками или углублениями, расположенными на расстоянии 15-200 мм под зарегистрированным в стабильном рабочем состоянии зеркалом расплава. Это должно также обеспечивать стабильную разливку при высокой скорости. Все эти предложения недостаточно учитывают реальное распределение теплового потока.
В основе изобретения, исходя из уровня техники, лежит задача создания кристаллизатора, с помощью которого можно было бы далее повысить равномерность охлаждения заготовки, чтобы достигнуть в результате более высокие производительность разливки и качество заготовки, и в котором к тому же обеспечивалось бы уменьшение напряжений внутри стенок кристаллизатора.
Эта задача решается у кристаллизатора с признаками п.1 формулы.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы.
Существенным у кристаллизатора согласно изобретению является то, что охлаждающее действие кристаллизатора оптимизировано так, что оно соответствует поступлению тепла от заготовки, обеспечивая равномерное охлаждение. Это достигается за счет того, что глубина и ширина охлаждающих канавок наибольшая в середине боковой стенки кристаллизатора и уменьшается в направлении угловых зон боковой стенки. Главным является то, что площадь сечения охлаждающих канавок в средней части боковой стенки выше, чем в краевых областях стенки. Оказалось, что за счет выполнения охлаждающих канавок, согласно изобретению, возникающие в боковой стенке максимальные сравнительные напряжения могут быть заметно уменьшены. Расчеты идеально упругой прочности подтвердили, что сравнительное напряжение может быть уменьшено более чем на 30% с 504 МПа до 348 МПа. Эти данные относятся к сечению кристаллизатора 130×130 мм, причем гильза кристаллизатора без канавок противопоставлена гильзе кристаллизатора с выполненными согласно изобретению канавками. Достигнутое таким образом уменьшение напряжений в гильзе кристаллизатора положительно сказывается на стойкости и уменьшает термически обусловленное коробление гильзы кристаллизатора. Гильза кристаллизатора согласно изобретению имеет при этом расчете на каждой боковой стенке восемь канавок на расстоянии 5 мм друг от друга и длиной в направлении разливки 200 мм. Средние канавки имеют глубину 5 мм, а внешние - 4 мм при ширине соответственно 12 и 8 мм. В угловых зонах боковой стенки канавки отсутствуют.
Решающим для конкретного выполнения охлаждающих канавок в отношении их глубины и ширины является то, что геометрия охлаждения максимально хорошо соответствует идущему изнутри тепловому потоку, за счет чего может быть достигнуто в значительной степени однородное температурное поле, что до сих пор удавалось лишь неудовлетворительно. Важно, чтобы охлаждающие канавки в середине боковой стенки, где поступление тепла наибольшее, были выполнены глубже и/или шире, то есть имели бóльшую площадь сечения, чем в близкой к радиусу углов зоне.
Преимущественно на расстоянии 10-15 мм от радиальных угловых зон в боковой стенке охлаждающие канавки отсутствуют, чтобы не повышать эффективность охлаждения и ненужным образом не ослаблять жесткость кристаллизатора. Наилучшие результаты могут быть достигнуты, если охлаждающие канавки имеют глубину 3-6 мм. При этом оставшаяся толщина стенки между самым глубоким местом охлаждающих канавок и внутренней стороной гильзы кристаллизатора не должна быть меньше 6 мм.
Ширину охлаждающих канавок следует выбирать преимущественно от 5 до 20 мм.
Для согласования числа охлаждающих канавок с различными форматами/габаритами гильз кристаллизаторов благоприятным оказалось для приведенных размеров канавок число охлаждающих канавок 4-10 на 100 мм боковой поверхности гильзы кристаллизатора.
Гидродинамически особенно благоприятными следует считать отношения ширина/глубина для охлаждающих канавок от 1 до 4. Отличающиеся от этого отношения оказывают неблагоприятное влияние на характер течения и, тем самым, на интенсивность охлаждения, а также на жесткость гильзы кристаллизатора в зоне зеркала ванны. Охлаждающие канавки выполняют на дне преимущественно с небольшим радиусом перехода к стенкам во избежание возникновения пиков напряжений.
Во входной и выходной зонах охлаждающие канавки имеют идеальным образом радиус, который способствует оптимизации течения охлаждающей воды и уменьшению потерь давления.
При считающемся благоприятным расположении охлаждающих канавок расстояние между ними, измеренное от середины, составляет 10-25 мм. Отношение расстояния между серединами канавок к ширине одной охлаждающей канавки 1,2-3 дает неожиданно хорошие результаты.
В принципе существует стремление, чтобы ширина и глубина охлаждающих канавок возрастали к середине боковой стенки. Разная геометрия охлаждающих канавок может быть получена либо обработкой кристаллизатора резанием, либо при его пластическом формообразовании.
Благоприятно, если охлаждающие канавки расположены на участке, который начинается выше заданного положения зеркала расплава и простирается вниз примерно на 300 мм от заданного положения зеркала расплава, поскольку на этом участке возникают наибольшие значения плотности теплового потока и поэтому напряжения в боковой стенке кристаллизатора также максимальные. Участки, лежащие глубже в направлении разливки, то есть участки на расстоянии более 300 мм от заданного положения зеркала расплава, должны, правда, также охлаждаться, однако из-за уже образовавшейся корочки заготовки неравномерность температуры не настолько велика, чтобы выполненные согласно изобретению канавки обязательно требовались на этих нижних участках. Прекрасные результаты достигаются уже тогда, когда выполненные согласно изобретению канавки начинаются примерно в 50 мм выше заданного положения зеркала расплава и простираются примерно на 300 мм ниже заданного положения зеркала расплава.
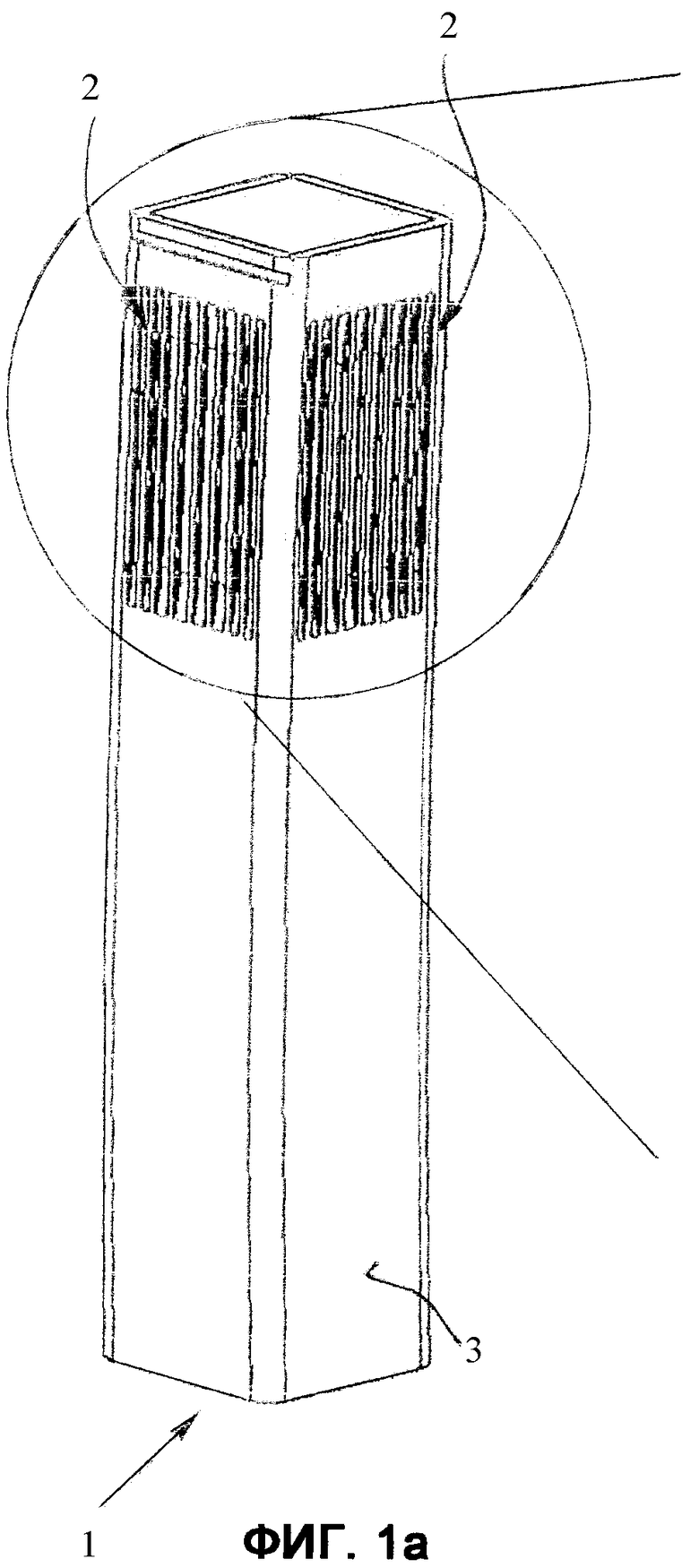
Изобретение более подробно поясняется ниже с помощью изображенного на чертежах примера его осуществления. На фиг.1а в перспективе и на фиг.1b также в перспективе, однако в увеличенном виде, изображена гильза 1 кристаллизатора, установленная не показанным подробно образом в водяной рубашке. Особенностью этой гильзы 1 кристаллизатора являются охлаждающие канавки 2 особой конфигурации, выполненные на внешней поверхности 3 гильзы 1 кристаллизатора. Охлаждающие канавки 2 простираются не по всей длине гильзы 1 кристаллизатора, а находятся исключительно в верхней части гильзы 1 кристаллизатора со стороны заливки. В этом примере охлаждающие канавки 2 имеют длину 200 мм. Охлаждающие канавки 2 находятся в зоне заданного положения зеркала расплава, причем оно лежит в их верхней четверти. Особенностью охлаждающих канавок 2 этой гильзы кристаллизатора является то, что они не все одинаковы по ширине и глубине, а отличаются как по ширине, так и по глубине. В этом примере внешние, обращенные к угловым зонам 4 охлаждающие канавки 2а, 2b уже, чем канавки 2с, находящиеся в средней части соответствующей боковой стенки. В то время как средние охлаждающие канавки 2с имеют ширину, например, 12 мм, четыре внешние охлаждающие канавки 2а, 2b могут иметь ширину, например, 8 мм. Все охлаждающие канавки 2а, 2b, 2с имеют одинаковую длину. Варьируется, однако, не только ширина охлаждающих канавок 2а, 2b, 2с, но и их глубина. Это видно по тому, что охлаждающие канавки 2а, 2b, 2с во входной и выходной зонах, то есть соответственно на концах, имеют радиус 5. Переход радиуса 5 к самому глубокому месту отдельных охлаждающих канавок 2а, 2b, 2с заметен по горизонтальной линии. У средних охлаждающих канавок 2с глубина наибольшая. Глубина соседних с внешней стороны охлаждающих канавок 2b немного меньше. Глубина обращенных к угловым зонам 4 охлаждающих канавок 2с с внешней стороны наименьшая.
Угловые зоны 4 не снабжены охлаждающими канавками. Гильзу кристаллизатора закрепляют в водяной рубашке посредством водяного дефлектора (не показан), так что охлаждающая вода нагнетается в отдельные охлаждающие каналы 2а, 2b, 2с. Водяные дефлекторы расположены с возможностью удержания гильзы кристаллизатора посередине в водяной рубашке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2414322C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЕЙ, ПРИ ВЫСОКОЙ СКОРОСТИ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛИГОНАЛЬНЫХ СОРТОВЫХ, ЧЕРНОВЫХ И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОКАТА НА БЛЮМИНГЕ ЗАГОТОВОК | 2003 |
|
RU2320453C2 |
| КРИСТАЛЛИЗАТОР | 2006 |
|
RU2404014C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2316408C2 |
| ТРУБЧАТЫЙ КРИСТАЛЛИЗАТОР | 2003 |
|
RU2304485C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ | 2004 |
|
RU2359779C2 |
| Кристаллизатор для непрерывного вертикального литья стальной ленты | 1987 |
|
SU1597092A3 |
Кристаллизатор имеет участок внешней поверхности, на котором выполнены охлаждающие канавки (2, 2а, 2b, 2с). Число канавок на 100 мм боковой поверхности гильзы кристаллизатора составляет от четырех до десяти. Глубина и ширина охлаждающих канавок (2, 2а, 2b, 2с) в середине боковой стенки кристаллизатора (1) наибольшая и уменьшается в направлении угловых зон боковой стенки. Отношение расстояния между серединами канавок к ширине охлаждающей канавки (2, 2а, 2b, 2с) лежит в диапазоне 1,2-3,0. Глубина охлаждающих канавок (2, 2а, 2b, 2с) составляет 3-8 мм при остаточной толщине стенки в зоне охлаждающих канавок (2, 2а, 2b, 2с) не менее 6 мм. Обеспечивается равномерное охлаждение заготовки и уменьшаются напряжения внутри стенок кристаллизатора. 7 з.п. ф-лы, 2 ил.
1. Кристаллизатор для непрерывной разливки металла, в котором, по меньшей мере, один участок внешней поверхности (3) кристаллизатора снабжен охлаждающими канавками (2, 2с), отличающийся тем, что глубина и ширина охлаждающих канавок (2, 2а, 2b, 2с) в середине боковой стенки кристаллизатора (1) наибольшая и уменьшается в направлении угловых зон боковой стенки, отношение расстояния между серединами канавок к ширине охлаждающей канавки (2, 2а, 2b, 2с) лежит в диапазоне 1,2-3, глубина охлаждающих канавок (2, 2а, 2b, 2с) составляет 3-8 мм при остаточной толщине стенки в зоне охлаждающих канавок (2, 2а, 2b, 2с) не менее 6 мм, при этом на 100 мм боковой поверхности гильзы кристаллизатора расположены от четырех до десяти охлаждающих канавок (2, 2а, 2b, 2с).
2. Кристаллизатор по п.1, отличающийся тем, что на расстоянии 10-15 мм от выполненных с радиусом угловых зон (4) охлаждающие канавки (2, 2а, 2b, 2с) в боковой стенке отсутствуют.
3. Кристаллизатор по п.1, отличающийся тем, что расстояние между серединами двух охлаждающих канавок (2, 2а, 2b, 2с) лежит в диапазоне 10-25 мм.
4. Кристаллизатор по любому из пп.1-3, отличающийся тем, что отношение между шириной и глубиной охлаждающей канавки (2, 2а, 2b, 2с) лежит в диапазоне 1-4.
5. Кристаллизатор по любому из пп.1-3, отличающийся тем, что охлаждающие канавки (2, 2а, 2b, 2с) имеют ширину в диапазоне 5-20 мм.
6. Кристаллизатор по любому из пп.1-3, отличающийся тем, что охлаждающие канавки (2, 2а, 2b, 2с) расположены на участке, который начинается на расстоянии 50 мм выше заданного положения зеркала расплава и простирается примерно на 300 мм ниже заданного положения зеркала расплава.
7. Кристаллизатор по любому из пп.1-3, отличающийся тем, что охлаждающие канавки (2, 2а, 2b, 2с) на дне выполнены с радиусом перехода к своей стенке кристаллизатора.
8. Кристаллизатор по любому из пп.1-3, отличающийся тем, что охлаждающие канавки (2, 2а, 2b, 2с) выполнены в своих входной и выходной зонах с радиусом (5).
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2232665C1 |
| RU 2003107845 A, 27.12.2004 | |||
| DE 3621073 A1, 12.02.1987 | |||
| Установка для обработки бетонных трубчатых изделий | 1987 |
|
SU1468760A1 |
| US 3763920 A, 09.10.1973 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

