1
Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов.
Известен кристаллизатор для йепрерывного литья металлов, один конец которого вставлен в металлоприемник и разогревается токами высокой частоты, а другой - в водорхлаждаемый медный кожух. Гильза кристаллизатора изготовлена из графита и содержит охлаждаемую и подогреваемую зоны, а участок гильзы, вставленный в металлоприемник, не подогревается. Наружный диаметр гильзы на подогреваемом участке значительно увеличен. Гильза на участке, вставленном в металлоприемник, на -внутренней поверхности имеет расточку, глубина которой равна толщине стенки метаЛ лоприемннка (1).
Однако подогрев гильзы до 1000-ПО(УС осуществляется снаружи трехвитковым водоохлаждаемым индуктором, питающимся от лампового высокачастотиого генератора мощ ностью 60 кВт, что приводит к большим по терям тепловой энергии, значительно снижает эффективность подогрева и экономичность нагревателя. При этом участок гильзы.
вставленный в мегаллоприемйик, не подогревается, что приводит к затвердеванию металла на расточке рабочей поверхности гильзы, вызывая ее интенсивный износ и разрушение при извлечении отливки. Кроме того, это ведет к ухудшению качества отливки за счет образования приливов йа е поверхности.
Наиболее близким к изобретению по технической сущности и достигаемому результату является кристаллизатор для установ10ки непрерывного литья металлов, содержащий кожух, гильзу и нагреватель 2.
Недостатками известного кристаллизатора являются его низкая стойкость и низкое качество заготовок, так как гильза не 15 выполнена многослойной, а нагреватель не обеспечивает нагрев гильзы по всей ее длине.
Цель изобретения - повышение стой кости кристаллизатора и улучшение качества заготовки.
Поставленная цель достигается тем, что
20 в кристаллизаторе для установки непрерывного литья металлов, содержащем кожух, гильзу и нагреватель, гильза выполнена многослойной, а нагреватель установлен между слоями и соединен с ними.
Кроме того, нагреватель в поперечном сечении имеет вид концентрически установленных разомкнутых колец, а внутренний слой гильзы выполнен нз окислов металлов.
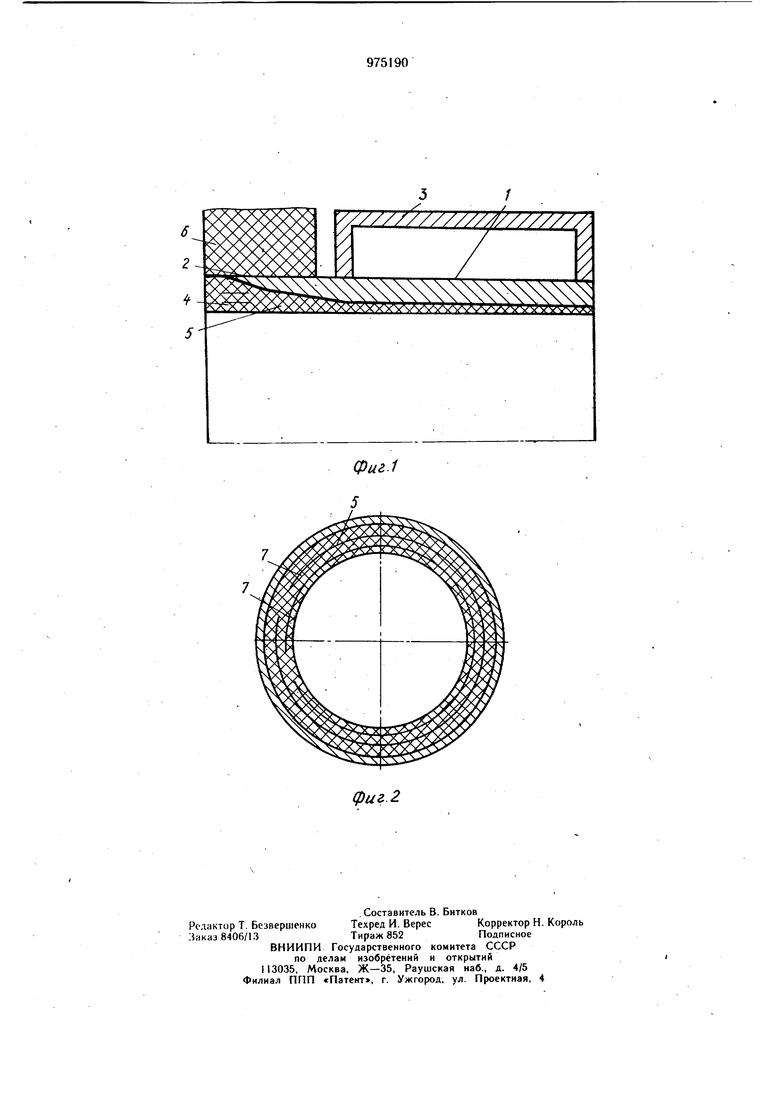
На фиг. I представлен кристаллизатор, продольный разрез; на фиг, 2 - гильза, поперечное сечение.
Кристаллизатор содержит гильзу с охлаждаемой 1 и подогреваемой 2 зонами, кожух 3 и Нагреватель 4.
Нагреватель 4 установлен в низкотеплопроводном внутреннем слое 5 по всей длине подогреваемой зоны 2, включая конец гильзы, вставленный в металлоприемник 6. Нагреватель 4 изготовлен в виде набора элементов 7, которые в сечении, поперечном оси кристаллизатора, имеют вид концентрически установленных разомкнутых колец.
Кристаллизатор работает следующим образом.
Расплав из металлоприемника 6 через подогреваемую зону 2 гильзы кристаллизатора поступает в охлаждаемую зону I, где происходит затвердевание металла. Нагреватель 4, размещенный в конце гильзы, вставленном в металлоприемник 6, обеспечивает подогрев ее стенки до заданной температуры с минимальными затратами энергни и предотвращает затвердевание металла на этом участке. Эффективность подогрева и экономичность использоВ1ания энергии определяется тем, что практически исключены потери тепла на участке подогрева гильзы. Этому способствует то, что нагревательные элементы расположены внутри стенки гильзы и вся тепловая энергия, выделяемая Нагревателем, идет на ее подогрев, а внутренний слой 5 гильзы выполнен нз Низкотеплопроводных материалов, что предотвращает потери тепла с наружной поверхности гильзы.
По мере удаления от металлоприемниц,а 6 температура рабочей поверхностн гильзы кристаллизатора понижается и начинается затвердевание отливки. Поверхность внутреннего слоя 5, изготовленного из износостойкого и термостойкого материала, не взаимодействует с материалом отливки и не подвергается разрущению, что обеспечивает получение отливки с качественной наружной поверхностью.
Пример. Кристаллизатор для горизонтального непрерывного литья чугунных заготовок диаметром 60 мм выполнен с подогреваемой и охлаждаемой зонами, длина которых равна соответственно. 80 и 200 мм. Толщина стенки гильзы равна -15 мм. Внутренний слой выполнен из окиси алюминия, а элементы нагревателя - из двуокиси циркония. Толщина внутреннего слоя равна 10 мм. Нагреватель изготовлен в виде набора из трех разомкнутых цилиндров. Длина нагревателя равна 30мм. Потребляемая мощность нагревателя, не более .0,7 .кВт; что в 10--100 раз меньше по сравнению с известным устройством.
Размещение нагревателя на конце гильзы, вставленном в металлоприемник, позволяет эффективно испбльзовать теплоту металлического расплава и уменьшает количество электроэнергии, необходимой для подогрева гильзы кристаллизатора. Нагреватель в виде набора элементов создает удельный тепловой поток большой мощности на сравнительно небольшой длине гильзы. Внутренний слой из низкотеплопроводного материала создает большое термическое сопротивление и уменьшает тепловые потери нагревателя. В результате, в предлагаемом .кристаллизаторе обеспечивается литье качественных заготовок при значительном снижении расхода энергии на подогрев кристаллизатора в 10-100 раз.
Повышение эффективности и экономичности подогреваемого кристаллизатора снижает себестоимость продукции и упрощает эксплуатацию установок непрерывного литья.
Формула изобретения
1.Кристаллизатор для установки непрерывного литья металлов, содержащий кожух, гильзу и нагреватель, отличающийся тем, что, с целью повыщения стойкости кристаллизатора и улучшения качества заготовок, гильза выполнена многослойной, а нагреватель установлен между ее слоями и соединен с ними.
2.Кристаллизатор по п. 1, отличающийся тем, что нагреватель в поперечном сечении имеет вид концентрически установленных }: азомкнутых колец.
3.Кристаллизатор по п. 1, отличающийся тем, что внутренний слой гильзы выполнен из окислов металлов,
Источники информации, принятые во внимание при экспертизе
1.Шатагин О. А. и др. Горизонтальное непрерывное литье известных металлов и сплавов. М., Металлургиздат, 1974, с. 23-26.
2.Герман Непрерывное литье. Металлургиздат, 1961, с. 261-262, рис. 756-759.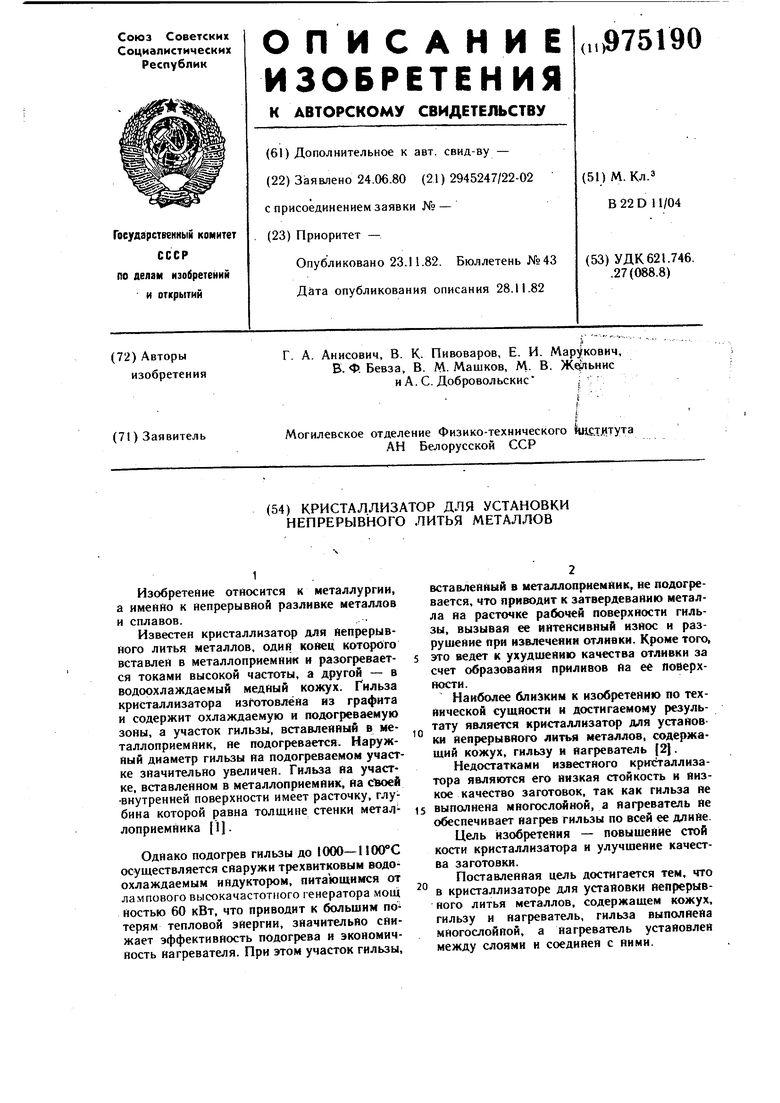
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор | 1985 |
|
SU1235635A1 |
| Стакан для подачи металла в кристаллизатор | 1980 |
|
SU933205A1 |
| Кристаллизатор для непрерывного литья заготовок | 1980 |
|
SU933200A1 |
| Устройство для кристаллизации металлов | 1978 |
|
SU745590A1 |
| Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из металлов и сплавов | 1991 |
|
SU1787664A1 |
| Способ охлаждения чугунных заготовок фасонного профиля при непрерывном литье | 1980 |
|
SU969435A1 |
| МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1983 |
|
SU1802461A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |