(54) УСТРОЙСТВО ДЛЯ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья погружением | 1980 |
|
SU942880A1 |
| Устройство для литья погружением | 1979 |
|
SU876286A1 |
| Форма для литья погружением | 1980 |
|
SU900972A1 |
| Устройство для литья погружением | 1979 |
|
SU821056A1 |
| Форма для литья погружением | 1981 |
|
SU988452A1 |
| Устройство для литья погружением | 1980 |
|
SU893399A1 |
| Форма для литья погружением | 1980 |
|
SU893398A1 |
| Устройство для литья погружением | 1979 |
|
SU846089A1 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
Изобретение относится к литейному производству, в частности к оборудованию для вакуумным всасыванием.
Наиболее близким к изобретению является устройство для литья вакуумным всасыванием, содержащее вакуумную камеру, в которой установлены полуформы 1.
Недостатком известного устройства является отсутствие герметизации формообразующей полости, что вызывает необходимость помещения полуформ в вакуумную камеру с уплотняющими элементами.
Цель изобретения - обеспечение надежнсзй герметизации формообразующей полости устройства.
Цель достигается тем, что в устройстве, содержащем верхнюю и нижнюю полуформы с формообразующей полостью и донным питателем, нижняя полуформа размещена в верхней, при этом образующая боковой контактной поверхности полуформ расположена под углом 5-15° к вертикальной оси устройства.
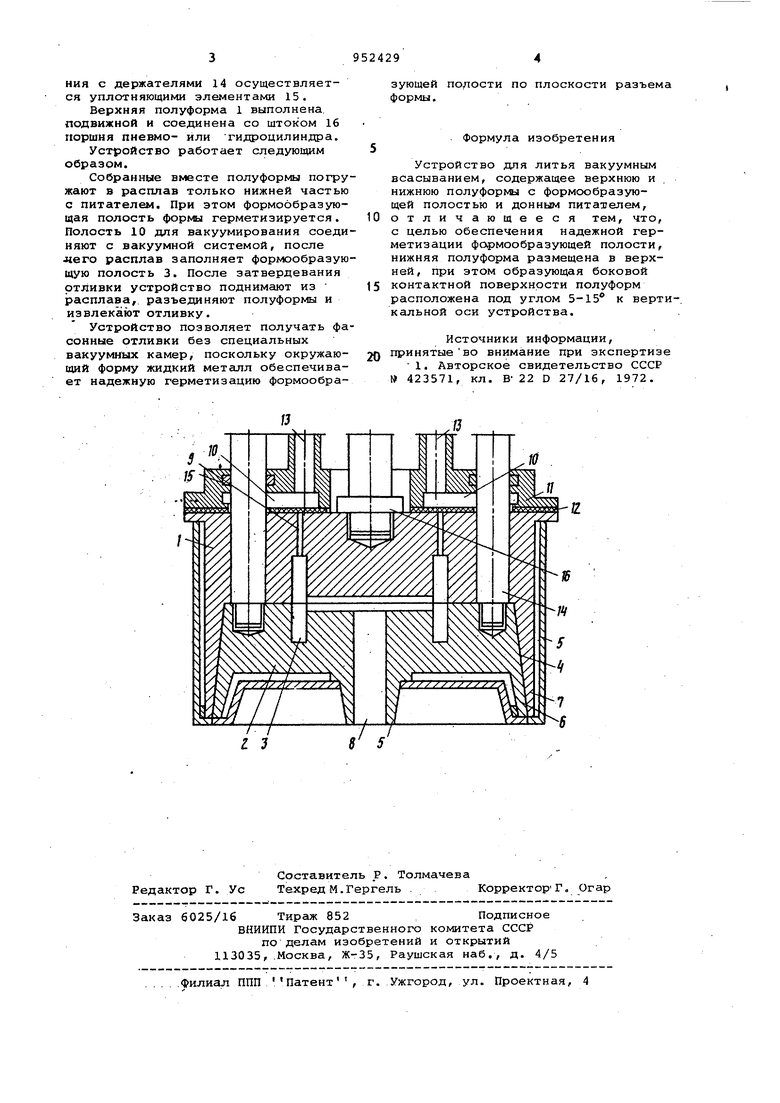
На чертеже изображено устройство для вакуумного всасывания.
Устройство состоит из верхней 1 и нижней 2 полуформ, образующих, при смыкании герметичную формообразующую полость 3. Герметичность полости,обеспечивается тем, что нижняя полуформа размещена в верхней полуформе.
При зтом образуется комбинированная поверхность разъема. Замкнутая
10 боковая, поверхность 4 образует угол 5-15°к вертикальной оси устройства. Поверхности полуформ, контактирующие с жидким расплавом охвачены составным защитным кожухом 15 5, предупреждающим нагрев полуформ при погружении и повышенный их износ. Целесообразно нижние части полуформ выполнить в виде полых патрубков 6 и 7.
20
Формообразующая полость 3 сообщается с полостью донного питателя 8 и каналами 9 с полостью 10 для вакуумирования, образованной верхней плоскостью верхней полуфор25мы 1 и крынкой 11, между которыми размещена проклгщка 12. Полость 10 соединена трубами 13 с вакуумной системой, нижняя полуформа 2 жестко соеди.нена с держателями 14. Герме30тизация крышки 11 в месте сочленения с держателями 14 осуществляется уплотняющими элементами 15.
Верхняя полуформа 1 выполнена. подвижной и соединена со штоком 16 поршня пневмо- или гидроцилиндра.
Устройство работает следующим образом.
Собранные вместе полуформы погружают в расплав только нижней частью с питателем. При этом формообразующая полость форккл герметизируется. Полость 10 для вакуумирования соединяют с вакуумной системой, после «его расплав заполняет формообразующую полость 3. После затвердевания отливки устройство поднимают из расплава,, разъединяют полуформы и извлекают отливку.
Устройство позволяет получать фасонные отливки без специальных вакуумных камер, поскольку окружающий форму жидкий металл обеспечивает надежную герметизацию формообразующей полости по плоскости разъема формы.
Формула изобретения
Устройство для литья вакуумным всасыванием, содержащее верхнюю и нижнюю полуформы с формообразующей полостью и донным питателем, отличающееся тем, что, с целью обеспечения надежной герметизации формообразующей полости, нижняя полуформа размещена в верхней, при этом образующая боковой контактной поверхности полуформ расположена под углом 5-15° к верт кальной оси устройства.
Источники информации, 20 принятыево внимание при экспертизе
1, Авторское свидетельство СССР W 423571, кл. В- 22 D 27/16, 1972.
