() УСТРОЙСТВО для литья ПОГРУЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для литья погружением | 1981 |
|
SU988452A1 |
| Устройство для литья погружением | 1979 |
|
SU846089A1 |
| Устройство для литья погружением | 1980 |
|
SU893399A1 |
| Форма для литья погружением | 1980 |
|
SU900972A1 |
| Устройство для литья погружением | 1979 |
|
SU876286A1 |
| Способ литья под низким давлением вфОРМы C гОРизОНТАльНыМ РАз'ЕМОМ | 1979 |
|
SU831314A1 |
| Установка для непрерывного или полунепрерывного литья слитков в электромагнитном кристаллизаторе | 1976 |
|
SU854563A1 |
| Устройство для литья погружением | 1979 |
|
SU821056A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
| Способ получения отливок | 1980 |
|
SU931289A1 |
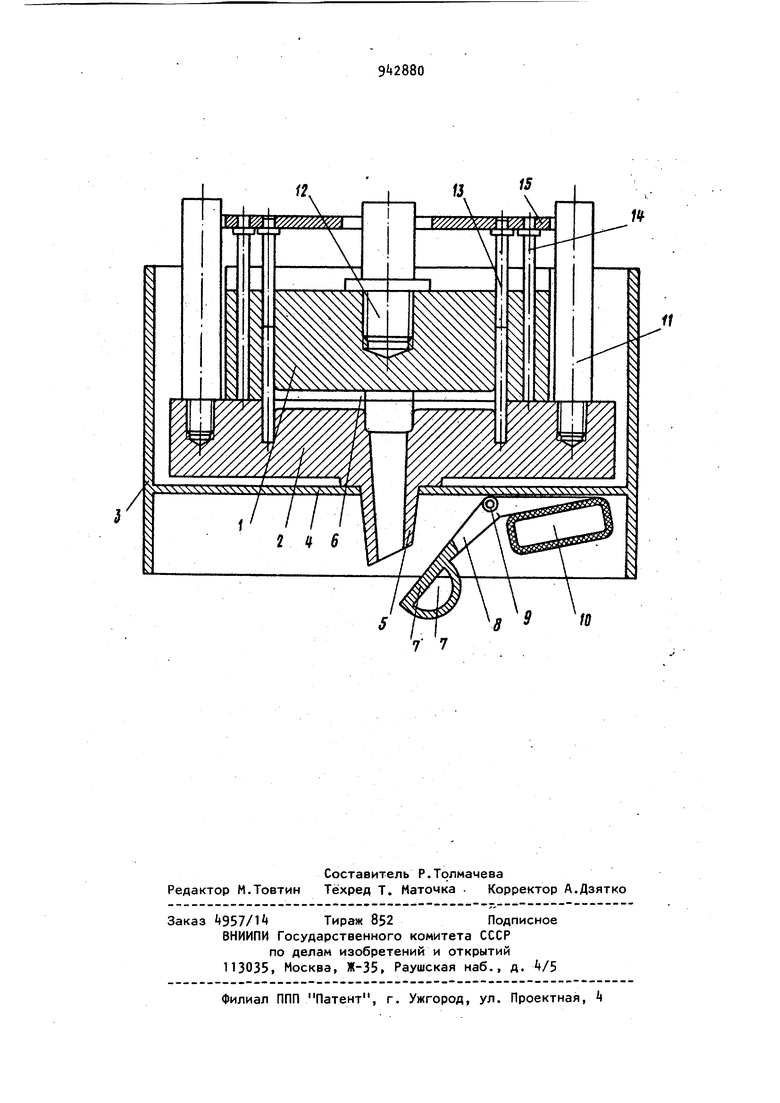
Изобретение относится к литейному производству и может быть использова но для изготовления отливок повышенного качества, преимущественно из легкоокисляемых цветцых сплавов. Известно устройство для литья погружением, содержащее верхнюю и нижнюю полуформы, заключенные в трубчатый защитный кожух, перекрытый фланцем с отверстием, через которое пропущен донный питатель нижней полуформы , герметично прилегающий к фланцу Недостатком этого устройства является свободный доступ окисной племы и шлаковых включений с зеркала расплава в полость формы через донный питатель. Целью изобретения является предотвращение попадания окисной плены и шлаковых включений с зеркала расплава в полость формы. Поставленная цель достигается тем что устройство для литья погружением содержащее верхнюю и нижнюю полуфор-., мы, заключенные в трубчатый кожух, лерекрытый фланцем с отверстием, через которое пропущен донный питатель нижней полуформы, герметично прилег аю1ций к фланцу, снабжено запорным поплавковым клапаном, шарнирно закрепленным на фланце кожуха и выполненным в виде изогнутого двуплечего рычага, к одному плечу которого, опирающемуся на фланец, прикреплена поплавковая камера,а второй конец рычага снабжен поплавковой заслонкой для перекрытия отверстия донного питателя в период погружения последнего а расплав до контакта поверхности расплава с поплавковой камерой. На чертеже изображено устройство с запорным клапаном-поплавком в открытом положении. Устройство для литья погружением состоит из верхней полуформы 1 и нижней полуформы 2, защитного кожуха
3, выполненного в виде трубы с перегородкой-фланцем 4, к которому герметично крепится нижняя полуформа. Основание кожуха находится на уровне с основанием питателя 5« В результат этого,при погружении под дном кожуха находится воздушная прослойка. Полуформа 2 содержит формообразующую полость 6 и донный питатель 5. Под дном кожуха имеется заслонка-поплавок 7, находящийся на одном конце рычага 8,закрепленного на шарнире.9 к фланцу кожуха и поплавок 10 с большой подъемной силой, расположенный на другом конце рычага. Нижняя полуформа крепится держателями 11, верхняя - штоком 12. Для выбрасывания отливки из верхней полуформы имеются толкатели 13 и контротолкатели , закрепленные на плите 15.
Устройство работает следующим образом.
В свободном состоянии питатель открыт. При опускании устройства в расплав, покрытый защитным флюсом или без флюса, в момент погружения в металл заслонка -поплавок 7 под действием выталкивающей силы поднимается и закрывает входное отверстие питателя. При дальнейшем погру жении в расплав погружается и попла- вок 10, имеющий большую подъемную «. силу, чем заслонка-поплавок 7. На рассчитанной глубине момент поплавка 10 будет больше момента заслонки-поплавка 7,в результате чего питатель будет открыт и чистый металл под максимальным металлостатическим давлением заполнит полость формы. После затвердевания отливки устройство поднимают вверх. Излишки незатвердевшего металла выливают в ванну расплава. При раскрытии формы толкатели 13 выбрасывают отливку из верхней полуформы.
Конструкция устройства позволяет повысить качество литья за счет предупреждения попадания окисной плены и шлаковых включений с поверхности расплава в полость формы, производить заливку под слоем защитного флюса, что предупреждает образование окисной плены и уменьшает угар металла и его газонасыщение, заливIку полости формы осуществлять при максимальном металлостатическом давлении, что позволяет получать сложны токостенные фасонные отливки.
Формула изобретения
Устройство для литья погружением, содержащее верхнюю и нижнюю полуформы, заключенные в трубчатый кожух, перекрытый фланцем с отверстием, через которое пропущен донный питатель нижней полуформы, герметично прилегающий к фланцу, отличающеес я тем, что, с целью предотвращени попадания окисной плены и шлаковых включений из расплава в полость формы, оно 5нзбжено поплавковым клапаном, шарнирно закрепленным на фланце кожуха и выполненным в виде изогнутого двуплечего рычага, к одному плечу которого, опирающемуся на фланец, прикреплена поплавковая камера, а втрой конец рычага снабжен поплавковой заслонкой для перекрытия отверстия донного питателя в период погруже1НИЯ последнего в расплав до контакта поверхности расплава: с поплавковой камерой.
Источники информации, принятые во внимание при экспертизе
