Изобретение относится к литейному производству, а именно к конструкции форм для литья погружением, и может быть использовано при изготовлении сложных отливок повьшенного качества.
Известна форма для литья погружением, содержащая формообразующую полость, донные и боковые питатели l.
Недостатком этой формы является то, что в ней необходимо создавать i достаточное избыточное давление при погружении формы в расплав. При этом воздух, вытесняемый расплавом, входит в форму снизу через донные питатели и обгоняет загрязнения с зеркала расплава к периферии ванны. Для этого необходимо, чтобы суммарная площадь сечений донных питателей в 1,5-2,0 раза превьш1ала суммарную площадь сечений . боковых питателей. А это ограничивает применение таких форм.
Цель изобретения - расширение номенклатуры и повышение качества литья.
Поставленная цель достигается тем, что форма для литья погружением, содержащая формообразующую по- лость, донные и боковые питатели, снабжена дополнительными питателями, расположенными в головной части формы, выполненной с уклоном сторону слива расплава и колодцем, связанным с боковыми питателями, при этом диаметр колодца составляет не менее Ов4 высоты формы.
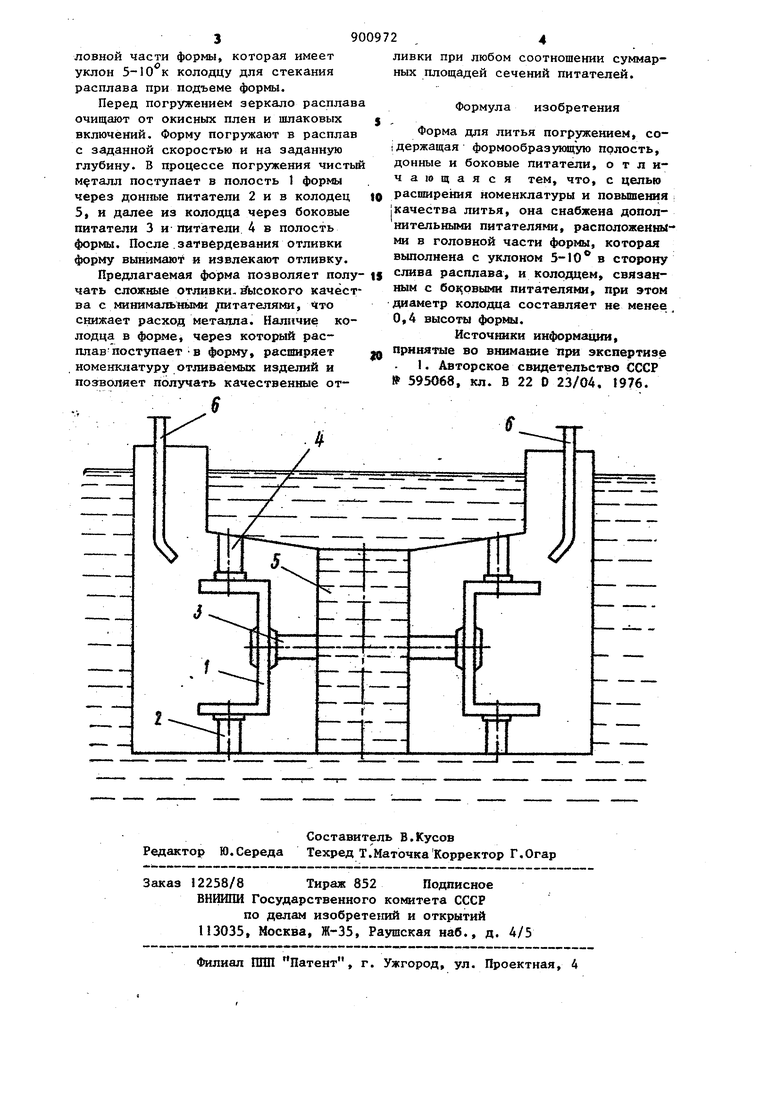
На чертеже изображена предлагаемая форма . для литья,погружением.
Форма содержит формообразующую . поло.сть 1, донные питатели 2, боковые питатели 3, дополнительные питатели 4, колодец 5 и каркас 6.
Для предупреждения кристаллизации расплава на стенках колодца,его диаметр должен быть не менее 0,4 высоты формы. Питатели 4 расположены в головной части формы, которая имеет уклон колодцу для стекания расплава при подъеме формы.
Перед погружением зеркало расплава очищают от окисных плен и шлаковых включений. Форму погружают в расплав с заданной скоростью и на эаданную глубину. В процессе погружения чистый металл поступает в полость 1 формы через донные питатели 2 и в колодец 5, и далее из колодца через боковые питатели 3 и питатели 4 в полость формы. После . затвердевания отливки форму вынимают и извлекают отливку.
Предлагаемая форма позволяет получать сложные отливки, йысокого качества с минимальными /штателями, Что снижает расход металла. Наличие колодца в форме, через который расплав -поступает -в форму, расширяет номенклатуру отливаемых изделий и позволяет получать качественные отливки при любом соотношении суммарных площадей сечений питателей.
Формула изобретения
Форма для литья погружением, соiдержащая формообразующую полость, донные и боковые питатели, отличающаяся тем, что, с целью расширения номенклатуры и повышения jкачества литья, она снабжена дополнительными питателями, расположенными в головной части формы, которая выполнена с уклоном 5-10 в сторону с/гава расплава, и колодцем, связанным с бО1(;рвыми питателями, при этом диаметр колодца составляет не менее 0,4 высоты формы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 595068, кл. В 22 О 23/04, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 1991 |
|
RU2021876C1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
| Устройство для литья погружением | 1980 |
|
SU942880A1 |
| Форма для литья погружением | 1980 |
|
SU893398A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОРШНЕВЫХ КОЛЕЦ ПОГРУЖЕНИЕМ | 1991 |
|
RU2016697C1 |
| Устройство для литья вакуумным всасыванием | 1981 |
|
SU952429A1 |
| Способ получения высокопрочного чугуна и устройство для его осуществления | 1986 |
|
SU1379314A1 |
