(54) УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ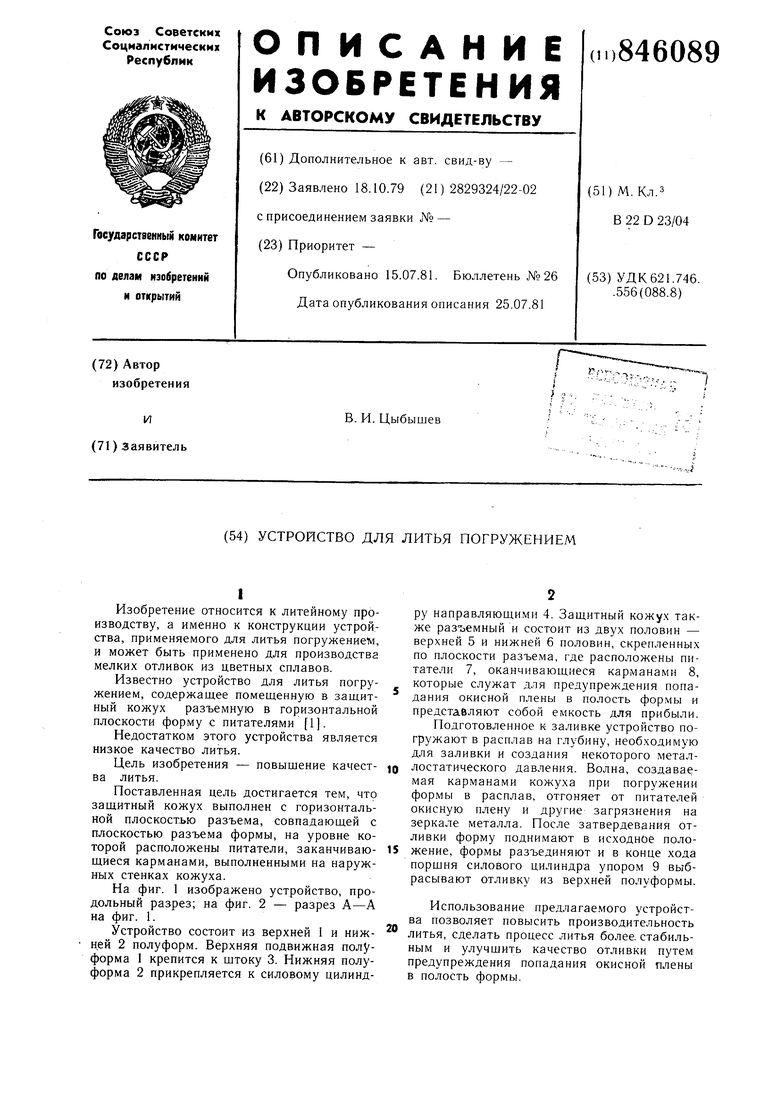
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья погружением | 1980 |
|
SU942880A1 |
| Устройство для литья погружением | 1979 |
|
SU876286A1 |
| Установка литья погружением | 1982 |
|
SU1143510A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
| Устройство для литья погружением | 1980 |
|
SU893399A1 |
| КОКИЛЬ ДЛЯ ОТЛИВКИ СТАНДАРТНЫХ ОБРАЗЦОВ | 2000 |
|
RU2188741C2 |
| Способ получения отливок | 1980 |
|
SU931289A1 |
| Металлическая форма с вертикальной плоскостью разъема для литья погружением | 1980 |
|
SU872021A1 |
| Способ получения отливок | 1979 |
|
SU831320A1 |
| Способ литья под низким давлением вфОРМы C гОРизОНТАльНыМ РАз'ЕМОМ | 1979 |
|
SU831314A1 |
I
Изобретение относится к литейному производству, а именно к конструкции устройства, применяемого для литья погружением, и может быть применено для производства мелких отливок из цветных сплавов.
Известно устройство для литья погружением, содержащее помещенную в защитный кожух разъемную в горизонтальной плоскости форму с питателями 1.
Недостатком этого устройства является низкое качество литья.
Цель изобретения - повышение качества литья.
Поставленная цель достигается тем, что защитный кожух выполнен с горизонтальной плоскостью разъема, совпадающей с плоскостью разъема формы, на уровне которой расположены питатели, заканчивающиеся карманами, выполненными на наружных стенках кожуха.
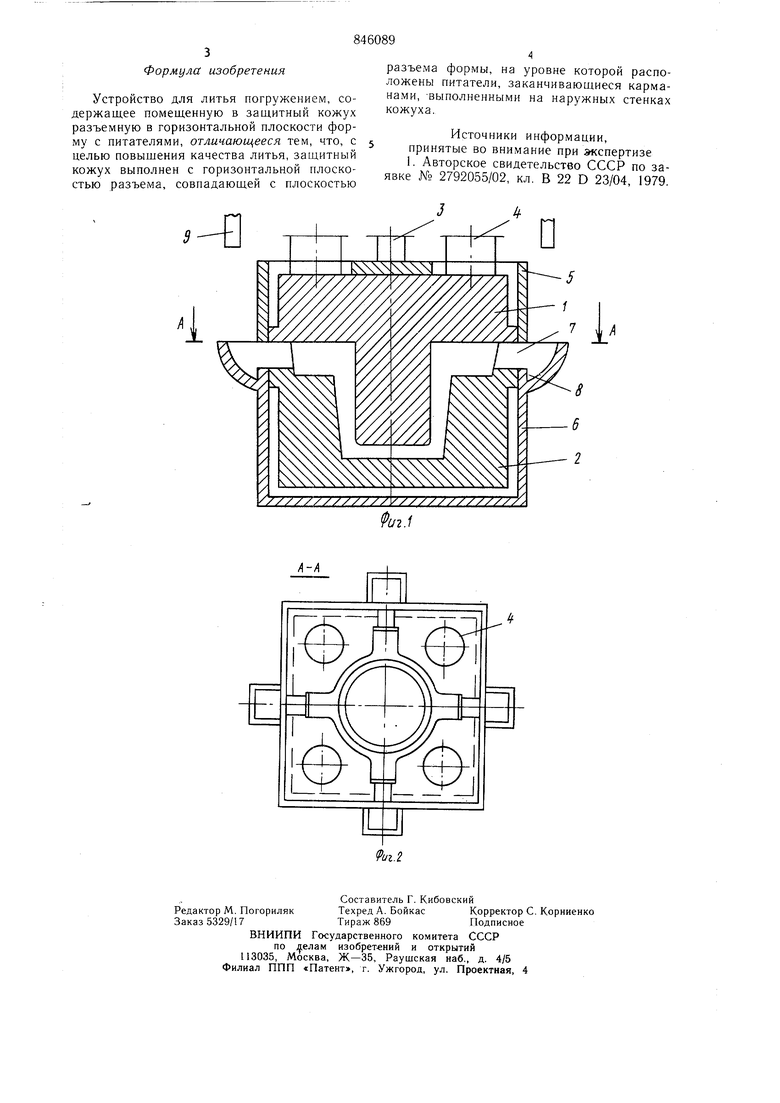
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из верхней 1 и нижней 2 полуформ. Верхняя подвижная полуформа 1 крепится к щтоку 3. Нижняя полуформа 2 прикрепляется к силовому цилиндру направляющими 4. Защитный кожух также разъемный и состоит из двух половин - верхней 5 и нижней 6 половин, скрепленных по плоскости разъема, где расположены питатели 7, оканчивающиеся карманами 8, которые служат для предупреждения попадания окисной плены в полость формы и представляют собой емкость для прибыли. Подготовленное к заливке устройство погружают в расплав на глубину, необходимую для заливки и создания некоторого метал)0 лостатического давления. Волна, создаваемая карманами кожуха при погружении формы в расплав, отгоняет от питателей окисную плену и другие загрязнения на зеркале металла. После затвердевания отливки форму поднимают в исходное положение, формы разъединяют и в конце хода порщня силового цилиндра упором 9 выбрасывают отливку из верхней полуформы.
Использование предлагаемого устройства позволяет повысить производительность литья, сделать процесс литья более стабильным и улучшить качество отливки путем предупреждения попадания окисной плены в полость формы.
