(54) УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ЛИТЬЯ ПОГРУЖЕНИЕМ | 2003 |
|
RU2243850C1 |
| Металлическая форма с вертикальной плоскостью разъема для литья погружением | 1980 |
|
SU872021A1 |
| Устройство для литья погружением | 1980 |
|
SU942880A1 |
| Устройство для литья вакуумным всасыванием | 1981 |
|
SU952429A1 |
| Устройство для литья погружением | 1979 |
|
SU846089A1 |
| Устройство для литья погружением | 1979 |
|
SU821056A1 |
| Способ получения отливок | 1980 |
|
SU931289A1 |
| Установка литья погружением | 1982 |
|
SU1143510A1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| Способ получения отливок | 1979 |
|
SU831320A1 |
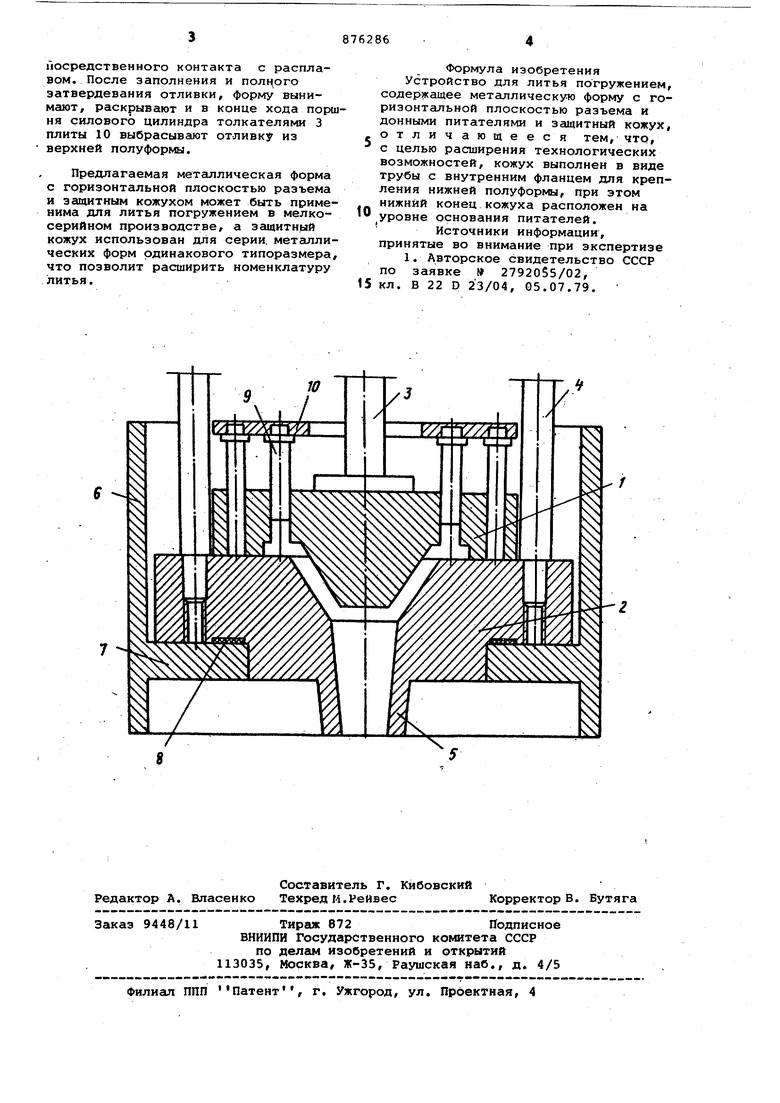
Изобретение относится к литейному производству, а именно к литью погру жением формы в расплав и может быть использовано при изготовлении отливок повышенного качества из цветных металлов. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для литья погружением, содержащее металлическую форму с горизонтальным разъемом и донными питателями, и защитный кожух (1. Недостатком этого устройства является то, что для каждой форлм требуется свой индивидуальный кожух. Цель изобретения - расширение технологических возможностей создания устройства с универсальным защитным кожухом, пригодным для сери металлических форм одинакового типоразмера, что позволит расширить номенклатуру отливаемых изделий. Поставленная цель достигается тем, что в известном устройстве, содержащем металлическую форму с горизонтальной плоскостью разъема и (ДОННЫМИ питателями, и защитный кожух защитный кожух выполнен в виде трубы с внутренним фланцем для крепления нижней полуформы, при этом нижний конец кожуха расположен на уровне основания питателей. На чертеже изображена схема устройства для литья погружением. Форма устройства имеет горизонтальную плоскость разъема и состоит из верхней полуформы 1 и нижней полуформы 2. Верхняя подвижная полуформа присоединена к штоку 3 поршня-. Нижняя полуформа крепится направляющими 4 к силовому цилиндру, и имеет донные питатели, сужакнциеся книзу, которые заканчиваются патрубками 5. Такая конструкция предохраняет намораживание металла около питателя. Защитный кожух представхГяет собой трубу 6, изготовленную, например, из огнеупорного материала, с фланцем 7 внутри, на который опирается нижняя полуформа. Для герметичности между полуформой 2 и дном кожуха поставлена прокладка 8. Собранную и подготовленную форму с подогретым защитным кожухом погружают в расплав. Находящийся воздух под дном кожуха, выше входного отверстия питателя, предохраняет нижнюю внешнюю сторону формы от непосредственного контакта с расплавом. После заполнения и полного затвердевания отливки, форму вынимают, раскрывают и в конце хода поршня силового цилиндра толкателями 3 плиты 10 выбрасывают отливку из верхней полуформы.
Предлагаемая металлическая форма с горизонтальной плоскостью разъема я защитным кожухом может &ыть применима для литья погружением в мелкосерийном производстве, а защитный кожух использован для серии, металлических форм одинакового типоразмера, что позволит расширить номенклатуру литья.
Формула изобретения Устройство для литья погружением, содержащее металлическую форму с горизонтальной плоскостью разъема и донньп ш питателями и защитный кожух, отличающееся тем, что, с целью расширения технологических возможностей, кожух выполнен в виде трубы с внутренним фланцем для крепления нижней полуформы, при этом нижний конец кожуха расположен на уровне основания питателей. Источники информации, принятые во внимание при экспертизе
