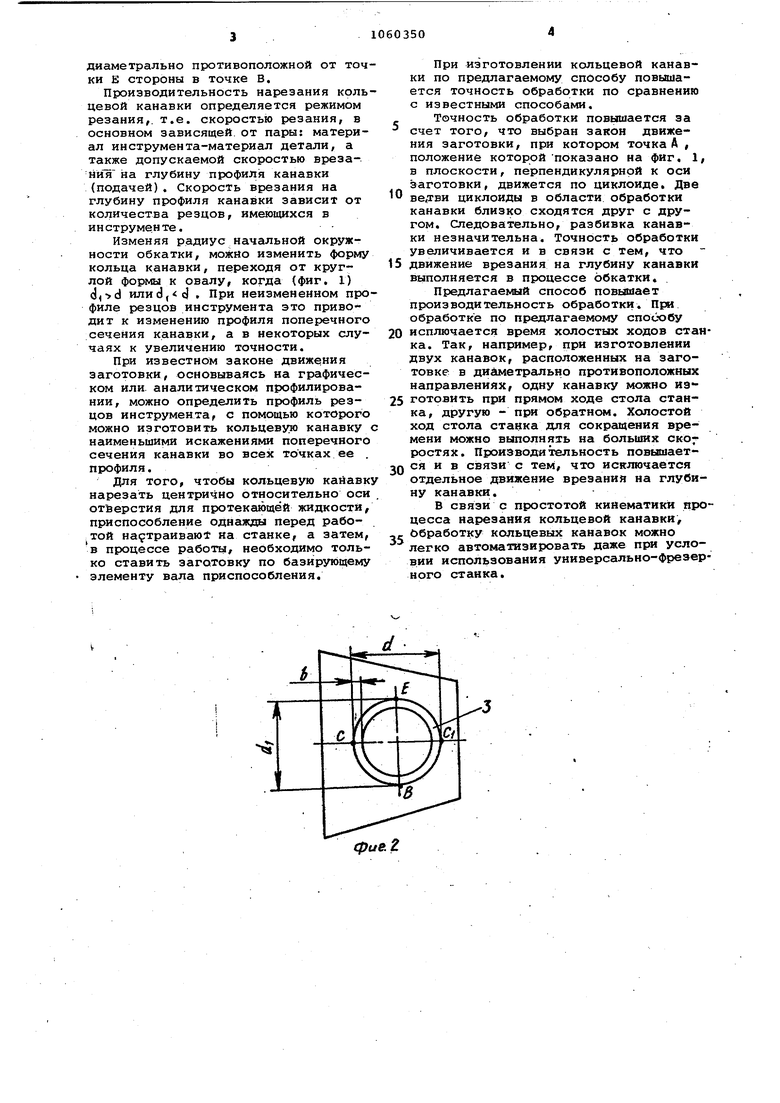
Изобретение относится к машиностроению, в частности к нефтехимичес кому машиностроению, и может быть использовано при производстве цементировочных и других гидравлических кранов. . Известен способ изготовления коль цевых канавок на поверхностях вращения, ось кольца которых перпендикулярна образующей поверхности вращения, при котором ось вращающегося многорезцового инструмента устанавливают перпендикулярно образующей по верхности вращения. Обработку ведут корончатым зенкером. Имеется упор, .ограничивающий глубину канавки ij . Недостатками известного способа являются сложная конструкция инструмента, который снабжен сферической вставкой или упором, необходимость вертикального подвода и отвода ийстр мента приводит к увеличению времени изготовления канавки, вращающаяся упорная втулка повреждает поверхност заготовки при упоре на нее, кроме того, не гарантирована стабильность глубины и ширины кольцевой канавки, т.е. при переходе от. врезания на глубину к обработке остальной части периметра канавки изменяются условия резания, изменяется величина отжима инструмента. . Цель изобретения - пбвьгшение точ ности и производительности обработки. Поставленная цель достигается тем что согласно способу обработки коль цевых канавок, при котором ось врадающегося многорезцового инструмент устанавливают перпендикулярно образующей поверхности вращения, загото ке сообщают одновременно и перемещение в направлении, перпенди кулярном осям заготовки и инструмен та, причем, указанные перемещения противоположно направлены.На фиг. 1 изображено относительн расположение инструмента и детали при осуществлении предлагаемого спо соба; на фиг. 2 то же, вид-в плане; на фиг. 3 - траектория точки А при обработке канавки на конической поверхности; на фиг. 4 - схема обра ботки канавки на цилиндрических поверхностях., Согласно предлагаемому способу обработку ведут многорезцовым инстру ментом 1. В заготовке 2 oбpaбaтывaeт ся кольцевая канавка 3. Ось инструмента 1 наклонена к плоскости, перпендикулярной к оси заготовки под углом конуса) Для цилиндрических заготовок, которые рассма.тривают как частный случай конических, р О, .а ось инстру| ента устанавливают, перпендикулярно к оси заготовки. Заготовке 2 сообщают сложное движение, которое получают при сочетании двух одновременно выполняемых движений: вращения заготовки вокруг оси, осуществляемого с помощью специального привода, и прямолинейного перемещения перпендикулярно к осям заготовки и инструмента, осуществляемого П1Й1 помощи привода поперечной подачи стола станка. Направлегния этих движений показаны стрелками N и М, они могут быть совместно изменены на противоположные. Если А - точка, расположенная на оси кольца канавки на расстоянии половины ее глубины ((i/2) от поверхности, то эти два движения должны находиться, в следующей количественной зависимости: величина прямолинейного перемещения заготовки должна быть равной длине дуги поворота точки А ВОКРУГ оси, т.е. FA,. Угол 41 - угол поворота заготовки, соответствующий дуге АР . При указанных движениях траектория движения точки А в плоскости, перпендикулярной к оси заготовки, циклоидная. На фиг., 4 показано относительное положение заготовки и инструмента применительно к нарезанию канавки на цилиндрической поверхности. Здесь штрихпунктирными линиями показаны окружности цилиндра в момент контакта и выхода из -контакта заготовки и инструмента. Для установки и снятия заготовки с приспособления необходимо, с обязательным условием обеспечения описанной закономерности движения заготовки, вывести заготовку за пределы контакта. Причем, при обратном ходе стола станка, можно с одинаковым успехом обрабатывать кольцевую канавку другой заготовки иЛи.другую канавку этой же заготовки, т.е. холостую работу станка сократить до минимума. По предлагаемому способу исключается необходимость отдельного движения для врезания инструмен-та на глубину канавки. Это движение выполняется в процессе обкатки, т.е. в результате сложного движения заготовки относительно инструмента. Инструмент и заготовку при наладке до обработки так сближают друг с другом, чтобы в результате обработки получить необходимую глубину канавки h . Таким образом, нарезание кольцевой канавки на конической (цилиндрической) поверхности по предлагаемому способу осуществляют способом обкатки; начиная, например с точкиЕ периметра, канавки (фиг. 1 и 2), перемещая по всему периметру, проходя через точки С и С, и заканчивая с
диаметрально противоположной от точки Е стороны в точке В,
Производительность нарезания кольцевой канавки определяется режимом резания,, т.е. скоростью резания, в основном зависящей, от пары: материал инструмента-материал детали, а также допускаемой скоростью врезаН ия на глубину профиля канавки (подачей). Скорость врезания на глубину профиля канавки зависит от количества резцов, имеющихся в инструменте.
Изменяя радиус начальной окружности обкатки, можно изменить форму кольца канавки, переходя от круглой формы к овалу, когда (фиг. 1) cl,d илиd,c . При неизмененном профиле резцов инструмента это приводит к изменению профиля поперечного сечения канавки, а в некоторых случаях к увеличению точности.
При известном законе движения заготовки, основываясь на графическом или аналитическом профилировании, можно определить профиль резцов инструмента, с помощью которого можно изготовить кольцевую канавку наименьшими искажениями поперечного сечения канавки во всех точках ее . профиля.
Для того, чтобы кольцевую кайавк нарезать центрично относительно оси отверстия для протекающей жидкости, приспособление однажды перед работой настраиваю на станке, а затем, В процессе работы, необходимо только ставить заготовку по базирующему элементу вала приспособления.
При изготовлении кольцевой канавки по предлагаемому способу повышается точность обработки по сравнению с известными способами.
Точность обработки повышается за счет того, что выбран закон движения заготовки, при котором точка А , положение которойпоказано на фиг. 1 в плоскости, перпендикулярной к оси заготовки, движется по циклоиде. Две циклоиды в области обработки канавки близко сходятся друг с другом. Следовательно, разбивка канавки незначительна. Точность обработки увеличивается и в связи с тем, что движение врезания на глубину канавки выполняется в процессе обкатки
Предлагаемый способ повышает производительность обработки. При. обработке по предлагаемому способу исплючается время холостых ходов станка. Так, например, при изготовлении двух канавок, расположенных на заготовке в диёшетрашьно противоположных направлениях, одну канавку можно изготовить при прямом ходе стола станка, другую - при обратном. Холостой ход стола станка для сокращения времени можно выполнять на больших ско;ростях. Производительность повышается и в связи с тем, что исключается отдельное движение врезания на глубину канавки.
В связи с простотой кинематики процесса нарезания кольцевой канавки, Обработку кольцевых канавок можно легко автоматизировать даже при условии использования универсально-фрезерного станка.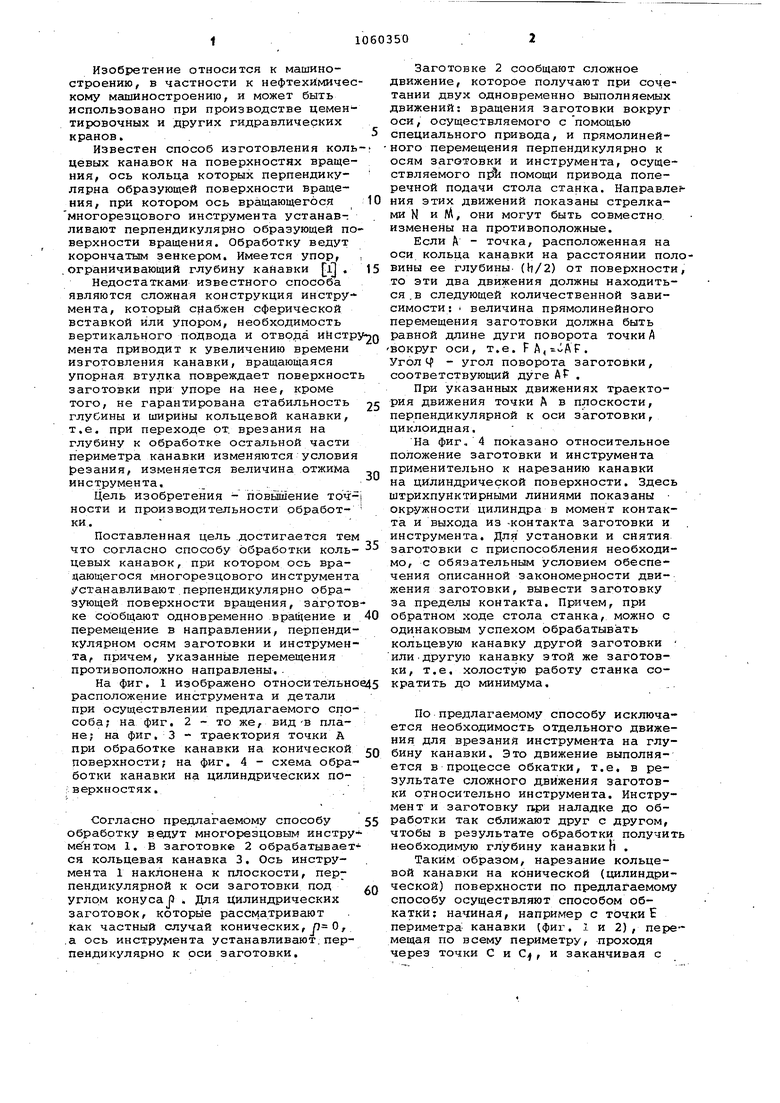
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к фрезерному станку для обработки кольцевой канавки равномерной глубины на конической поверхности | 1984 |
|
SU1172652A1 |
| СПОСОБ ОБРАБОТКИ КАНАВОК КУЛАЧКОВ САМОЦЕНТРИРУЮЩИХ ПАТРОНОВ | 1971 |
|
SU415106A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2011 |
|
RU2529144C2 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| Резец | 1983 |
|
SU1115856A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1995 |
|
RU2089352C1 |
СПОСОБ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК НА ПОВЕРХНОСТЯХ ВРАЩЕНИЯ, ось кольца которых перпендикулярна образующей поверхности вращения, при котором ось вращающегося многорезцового инструмента устанавливают перпендикулярно образующей поверхности вращения, о т ли ч а ю щ и и с я тем, что/ с целью повышения точности и производительности обработки, заготовке сообщают одновременно вра7 щение и перемещение в направлении, перпендикулярном осям заготовки и инструмента, причем указанные перемещения противоположно направлены. § о: О 00 ел
фи&З
fv
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент ФРГ № 1297432, кл, 49а 35/00, опублик | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
