Изобретение относится к обработке материалов резанием и может быть использовано при обработке наружных сферических поверхностей на станках токарной группы,
Цель изобретения - повышение точности обработки.
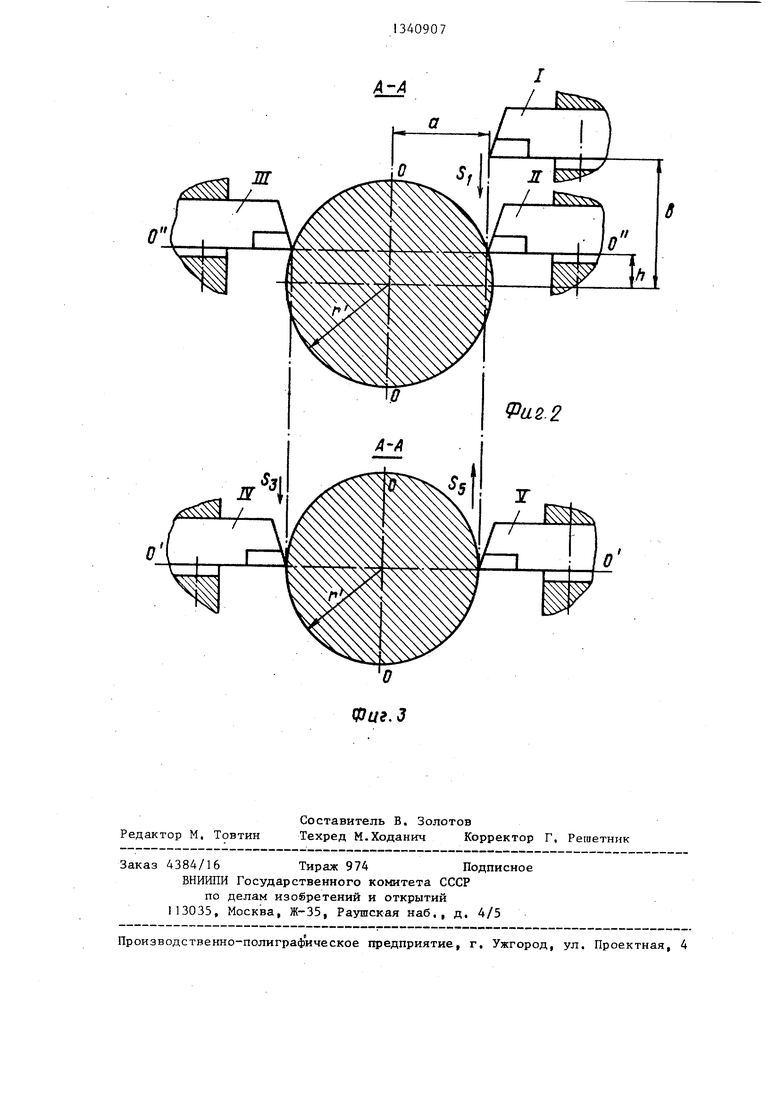
Hd фиг. 1 представлена схема обработки по предлагаемому способу; на фиг. 2 --разрез А-А на фиг, 1 (при осуществлении предварительной обработки) ; на фиг, 3 - то же, при осуществлении окончательной обработки,
Способ осуществляют следуюащм образом.
Резец 1 устанавливают в поворотном приспособлении с возможностью осуществления им круговой подачи вокруг оси 0-0 сферической поверхности заготовки 2, закрепленной и приводимой во вращение патроном 3 токарного станка,
Размер настройки резца а соответствует радиусу г сферической поверхности, который требуется обеспечить и не изменяется в процессе обработки, В исходном положений резец 1 занимает положение I, т.е. смещен от плоскости круговой подачи, проходящей через ось вращения заготовки 2, на расстояние Ь, обеспечивающее свободную установку и снятие заготовки 2, Обработку сферической поверхности начинают с перемещения резца 1 .с подачей врезания S, до достижения его вершиной (положение II) плоскости 0-0, параллельной оси вращения заготовки 2 и смещенной относительно нее на величину h, определяющую значение припуска при окончательной обработке. Затем после врезания резца 1 в заготовку 2 резцу сообщают перемещение с прямым направлением круговой подачи S (против часовой стрелки), т,е, производят предварительную обработку сферической поверности, после окончания которой резец занимает положение III, выходя из контакта .с заготовкой. После первого рабочего хода радиус г получившейся сферической поверхности превышает требуемое значение радиуса г на величинуприпуска для окончательной обработки при втором рабочем ходе, После этого перемещают резец 1 с дополнительной подачей врезания S в положение IV дс совмещения плоскости его круговой подачи с осью вращения заготовки. Окончательную обработку производят с круговой подачей S в обратном направлении, и после обработки всей сферической поверхности (положение V) отводят резец от обработанной поверхности с подачей
S, в исходном положении I.
Пример, Установленную в патроне 3 токарного станка заготовку 2 обрабатывают закрепленным в поворотном приспособлении резцом 1 на следующих режимах: при предварительной обработке - глубина резания t,4 мм, скорость резания м/мин, подача врезания 3, 0,1 мм/об, круговая, по- .дача Sg 0,15 мм/об; при окончательной обработке - глубина резания t,j 0,3 мм, скорость резания м/мин, подача врезания S, ускоренная, круговая подает S 0 15 t-iM/об, , параметр h 5 ,
Сравнение полученных результатов с данными обработки, производимой по основному авторскому свидетельству, показало повышение точности форм и размерной точности обработки по предложенному способу в 2 раза,
Формула изобретения
Способ токарной обработки наружных сферических поверхностей по авт. ев, №952442, отличаю- п и и с я тем, что, с целью повьшге- .ния точности обработки, производят предварительную обработку при прямом направлении кт уговой подачи в плоскости, смещенной относительно . оси вращения заготовки., а затем перемещают резец с подачей врезания
до совмещения плоскости круговой подачи с осью вращения заготовки и производят окончательную обработку при обратном направлении круговой подачи.
А А
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки наружных сферических поверхностей | 1981 |
|
SU952442A1 |
| Способ токарной обработки наружных сферических поверхностей | 1986 |
|
SU1623838A2 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| Способ токарной обработки радиусных кольцевых канавок | 1985 |
|
SU1291289A1 |
| Способ обработки торовых канавок | 1985 |
|
SU1261745A1 |
| Способ токарной обработки внутренних поверхностей вращения резцом | 1985 |
|
SU1328071A1 |
| Устройство для токарной обработки фасок | 1986 |
|
SU1423287A1 |
| Устройство для накатывания наружных поверхностей вращения | 1990 |
|
SU1712136A1 |
| Способ фрезерования сферических углублений | 1977 |
|
SU865553A1 |
| Способ обработки фасонных поверхностей заготовок периферией шлифовального круга | 1983 |
|
SU1166968A1 |
Изобретение относится к обработке материалов резанием и может быть использовано при обработке наружных сферических поверхностей на станках токарной группы. Целью изобретения является повышение точности обработки. Для этого установленную в патроне 3 токарного станка заготовку 2 обрабатывают закрепленным в поворотном приспособлении резцом I, осуществляя предварительную обработку при прямом направлении круговой подачи S в плоскости, смещенной относительно оси вращения заготовки, а затем перемещают резец с подачей времени до coia- мещения плоскости круговой подачи с осью вращения заготовки и производят окончательную обработку при обратном направлении круговой подачи 84. 3 ил. (Л 1 со 1 о со о го Фиг. 7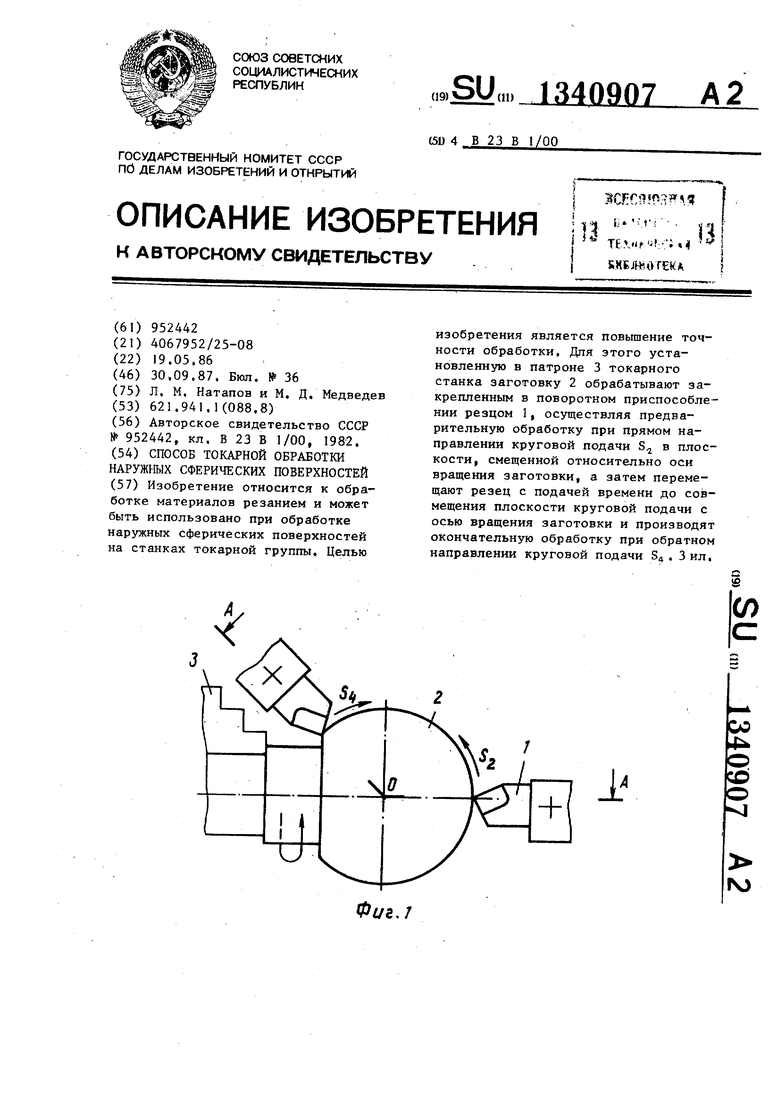
Редактор М, Товтин
Составитель В, Золотев
Техред М.Ходанич Корректор Г. Решетник
Заказ 4384/16 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ токарной обработки наружных сферических поверхностей | 1981 |
|
SU952442A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
