I
Изобретение относится, к станкостроению.
Известен способ переключения с быстрого подвода на рабочую подачу по сигналу возникновения тока в цепи инструментдеталь 1.
Известен также способ определения наложения фрезы относительно обрабатываемой детали, позволяющий фиксировать начало и конец резания по наличию тока в цепи резец-деталь 2.
Недостатком известных способов является то, что они не обеспечивают достаточно высокую эффективность использования зубофрезерного станка.
Цель изобретения - повышение эффективности использования станка.
Указанная цель достигается тем, что измеряют скважность импульсов тока в цепи инструмент-деталь и при достижении ширины скважины между импульсами, превышающей наибольшую ширину скважины между импульсами в процессе резания, производят отвод инструмента и возвращение его в исходное положение.
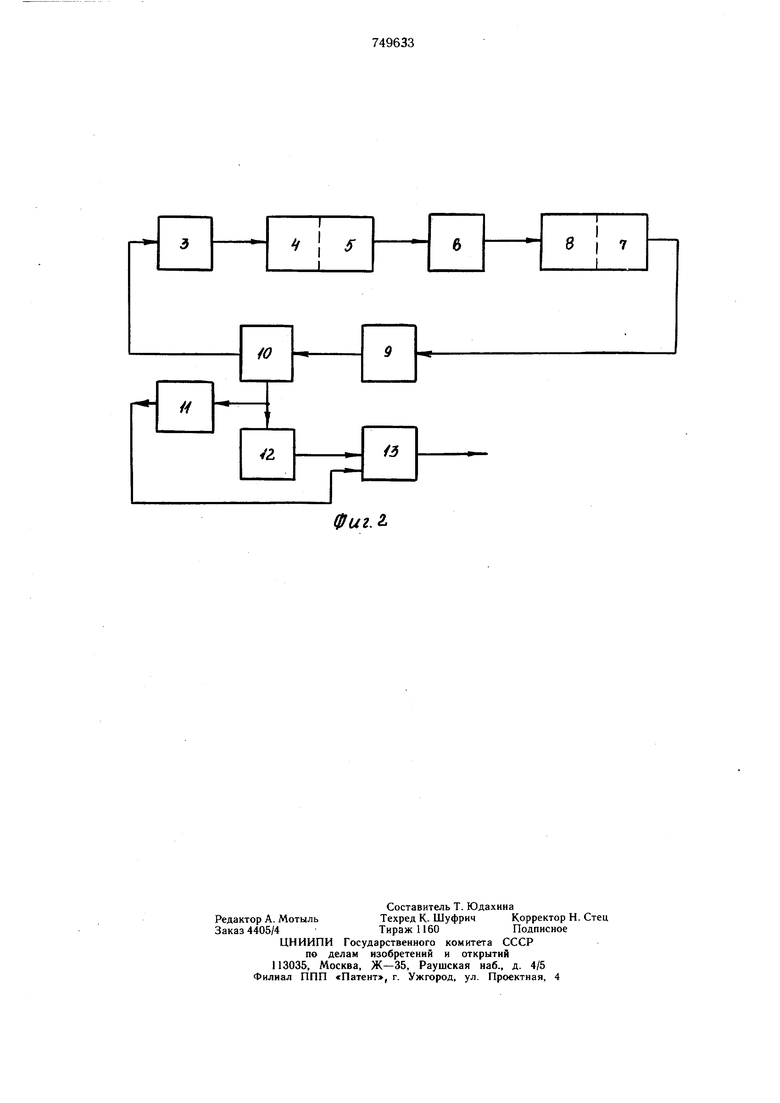
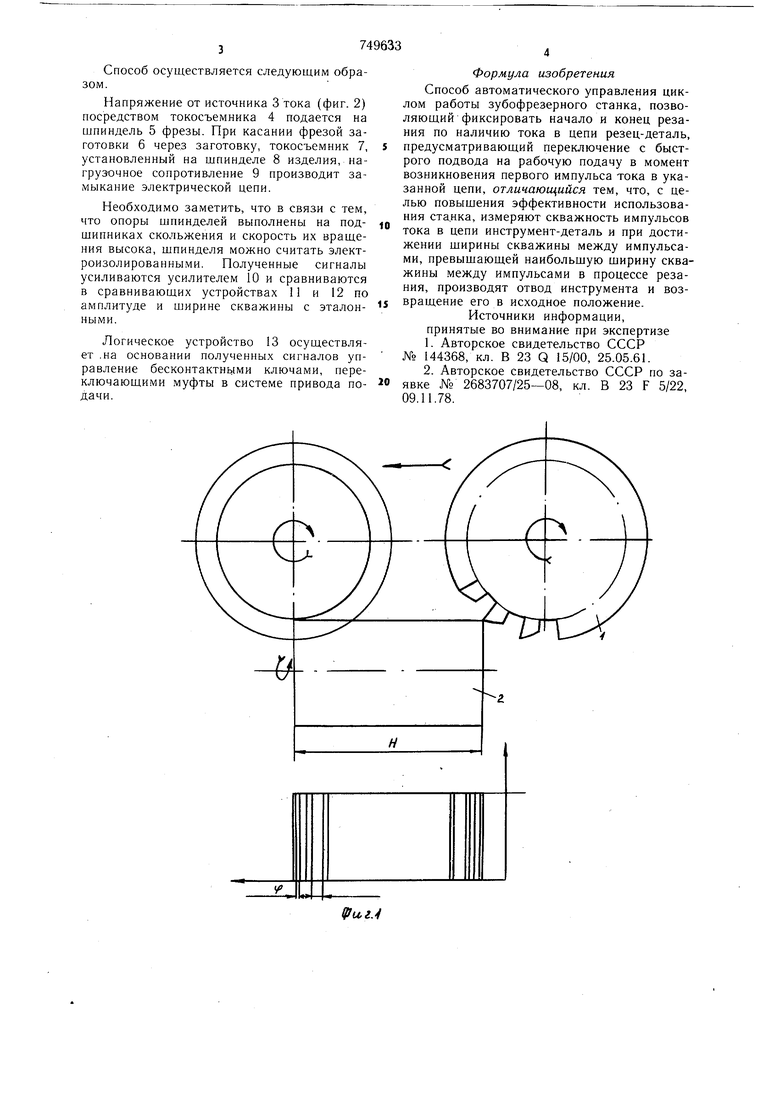
На фиг. 1 представлена зависимость ширины скважины ф между импульсами касания фрезы и заготовки в зависимости от их взаимного положения; на фиг. 2 - функциональная схема способа автоматического управления циклом зубофрезерного станка.
При касании фрезой 1 (фиг. 1) заготовки 2 высотой Н между ними возникают сначала прерывистые (импульсные) контактырезы, причем при врезании ширина импульсов возрастает. По мере врезания контакт становится непрерывным, т. е. ширина скважины ф становится равной нулю.
npepbiBHCtocTb контакта объясняется наличием стружечных канавок на фрезе, затыловкой задней поверхности зубьев, геометрической сущностью метода обкатки и процесса врезания. Если через зону резания пропустить постоянный ток напряжением и, то в моменты касания фрезой заготовки и в процессе врезания через зону резания проходят импульсы тока. При вы2Q ходе фрезы из заготовки наблюдается обратный процесс, т. е. непрерывный контакт переходит в импульсный, причем по мере выхода ширина скважин между импульсами возрастает до бесконечности.
Способ осуществляется следующим образом.
Напряжение от источника 3 тока (фиг. 2) посредством токосъемника 4 подается на шпиндель 5 фрезы. При касании фрезой заготовки 6 через заготовку, токосъемник 7, установленный на шпинделе 8 изделия, нагрузочное сопротивление 9 производит замыкание электрической цепи.
Необходимо заметить, что в связи с тем, что опоры шпинделей выполнены на подшипниках скольжения и скорость их вращения высока, шпинделя можно считать электроизолированными. Полученные сигналы усиливаются усилителем 10 и сравниваются в сравнивающих устройствах 11 и 12 по амплитуде и ширине скважины с эталонными.
Логическое устройство 13 осуществляет .на основании полученных сигналов управление бесконтактными ключами, переключающими муфты в системе привода подачи.
Формула изобретения
Способ автоматического управления циклом работы зубофрезерного станка, позволяющий фиксировать начало и конец резания по наличию тока в цепи резец-деталь, предусматривающий переключение с быстрого подвода на рабочую подачу в момент возникновения первого импульса тока в указанной цепи, отличающийся тем, что, с целью повышения эффективности использования ста.нка, измеряют скважность импульсов тока в цепи инструмент-деталь и при достижении ширины скважины между импульсами, превышающей наибольшую ширину скважины между импульсами в процессе резания, производят отвод инструмента и возвращение его в исходное положение. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 144368, кл. В 23 Q 15/00, 25.05.61.
2.Авторское свидетельство СССР по заявке № 2683707/25-08, кл. В 23 F 5/22, 09.11.78.
Фиг. г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки зубчатых секторов | 1981 |
|
SU952472A1 |
| Устройство для измерения длины резов | 1984 |
|
SU1219320A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729928A1 |
| Система управления цикломРАбОТы CTAHKA | 1979 |
|
SU812529A1 |
| Способ управления подачей при зубофрезеровании по методу обкатки | 1979 |
|
SU944823A1 |
| Способ управления режимами зубо-фРЕзЕРОВАНия пО МЕТОду ОбКАТКи | 1976 |
|
SU638020A1 |
| Система управления приводом подач зубофрезерного станка | 1977 |
|
SU729929A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| Система управления приводом подач зубофрезерного станка | 1984 |
|
SU1171284A1 |
| Способ управления подачей при зубофрезеровании и система для его осуществления | 1977 |
|
SU726746A1 |