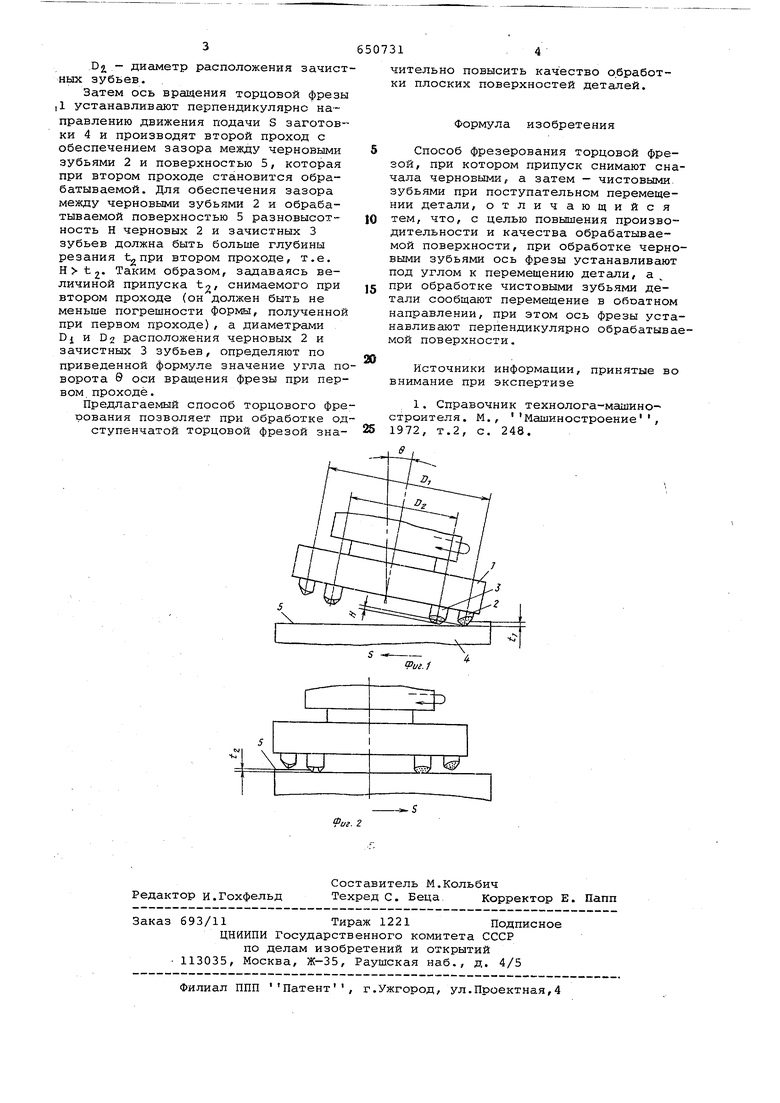
Изобретение относится к механической обработке и может быть исполь зовано при обработке плоских поверхностей деталей торцовыми фрезами. Известны способы фрезерования торцовой фрезой, при котором припуск снимают сначала черновыми, а затем - чистовыми зубьями при поступательном перемещении детали 1. При этом способе одновременно работают черновые и чистовые зубья,чт сопровождается вибрациями инструмента, и, как следствие, ухудшением шероховатости обработанной поверхности Последовательная же обработка поверхностей двумя торцовыми фрезами, сначала торцовой фрезой с черновыми зубьями, ось которой располагают неперпендикулярно направлению движения подачи, а затем торцовой фрезой с зачистными зубьями, например шабря щей фрезой, ось которой располагают перпендикулярно направлению движения подачи, непроизводительна. С целью повышения производительности и качества обрабатываемой поверхности в описиваемом способе при обработке черновыми зубьями ось фрезы устанавливают под углом к п.ереме :щению детали,а при обработке чистовы ми зубьями детали сообщают перемещение в обратном направлении, при этом ось фрезы устанавливают перпендикулярно обрабатываемой поверхности. На фиг. 1 представлена схема обработки черновыми зубьями; на фиг. 2 - то же, при обработке чистовыми зубьями. Сущность способа заключается в следующем. Ось вращения ступенчатой торцовой фрезы 1, содержащей черновые 2 и зачистные 3 зубья, устанавливают под углом 9 к направлению движения подачи S заготовки 4 и производят первый проход с обеспечением зазора между зачистными зубьями 3 и обработанной поверхностью 5, снимая припуск t. Черновые зубья 2 торцовой фрезы 1 смещены относительно зачистных зубьев 3 в осевом направлении на величину Н. Поэтому для обеспечения зазора между зачистными зубьями 3 и поверхностью 5, при первом проходе, угол 9 должен удовлетворять неравенству 0 0irct67 g D,где Di - диаметр расположения черновых зубьев;
.D,- диаметр расположения зачистных зубьев.
Затем ось вращения торцовой фрезы |1 устанавливают перпендикулярно направлению движения подачи S заготовки 4 и производят второй проход с обеспечением зазора между черновыми зубьями 2 и поверхностью 5, которая при втором проходе становится обрабатываемой. Для обеспечения зазора между черновыми зубьями 2 и обрабатываемой поверхностью 5 разновысотность Н черновых 2 и зачистных 3 зубьев должна быть больше глубины резания tgпри втором проходе, т.е. . Таким образом, задаваясь величиной припуска t, снимаемого при втором проходе (он должен быть не меньше погрешности формы, полученной при первом проходе), а диаметрами Di и D2 расположения черновых 2 и зачистных 3 зубьев, определяют по приведенной формуле значение угла поворота 9 оси вращения фрезы при первом, проходе.
Предлагаемый способ торцового фрерования позволяет при обработке од ступенчатой торцовой фрезой значительно повысить качество обработки плоских поверхностей деталей.
Формула изобретения
Способ фрезерования торцовой фрезой, при котором припуск снимают сначала черновыми, а затем - чистовыми, зубьями при поступательном перемещении детали, отличающийся тем, что, с целью повышения производительности и качества обрабатываемой поверхности, при обработке черновыми зубьями ось фрезы устанавливают под углом к перемещению детали, а при обработке чистовыми зубьями детали сообщают перемещение в обоатном направлении, при этом ось фрезы устанавливают перпендикулярно обрабатываемой поверхности.
Источники информации, принятые во внимание при экспертизе
1. Справочник технолога-машиностроителя. М., Машиностроение, 25 1972, т.2, с. 248.
./
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования тел вращения | 1979 |
|
SU874274A1 |
| Способ обработки деталей | 1988 |
|
SU1585095A1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДВУХКРОМОЧНЫМ ФРЕЗЕРОВАНИЕМ | 2001 |
|
RU2212310C2 |
| Резьбонарезной инструмент | 1990 |
|
SU1815037A1 |
| Способ изготовления маложестких лопаток роторов при одноопорном закреплении на станках с ЧПУ | 2018 |
|
RU2688987C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Способ обработки плоских поверхностей | 1987 |
|
SU1565607A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
