Изобретение относится к области металлообработки.
Известен способ получения сопряженной ортогональной червячной передачи7 при котором червячное колесо нарезают затылованной червячной фрезой в 5 червяк-шлифовальным кругом р).
Недостатками способа являются необходимость частых переточек инструмента; большой нагрев наружного колеса и. -фрезы при резании, отрица- Q тельно влияющий на точность нарезам ния колеса, а, следовательно, на точность сопряжения червячной передачи .
Цель изобретения - повышение точ- дс ности передачи.
С этой целью воспроизводят производящую поверхность червячной фрезы винтовым проектированием, измеряют параметры осевого профиля полученной поверхности, используя 20 ее, прифилируют шлифовальный круг, причем, межосевое расстояние при нарезании колеса-устанавливают равным межосевому расстоянию передачи.
На фиг. 1 показана схема измерения 25 осевого профиля фрезы; на фиг. 2 последовательность воспроизведения профиля червяка идентично с профилем производящей поверхности фрезы.
Затылованной червячной фрезой, зО производят нарезание червячного колеса (процесс нарезания на чертеже не представлен).
После этого, используя математический метод винтового проектирования-с воспроизводят производящую поверхность червячной фрезы и измеряют параметры профиля в осевом сечении в : плоскости S, последней с использованием измерительного шупа 2. При этом фрезе и перемещающемуся прямоли- 0 нейно наконечнику сообщают винтовое движение.
При винтовом движении режущая .. кромка 1-1 фрезы 1 переходит в положение I-l. Измерительный щуп 2 - 45 перемещают в осевой плоскости S по прямой, соединяющей начальную аи конечную с точки профиля фрезы радиусами Гд и гдр(соответственно). Поэтому отклонение измерительного 50 щупа и соответствующие показания измерительного прибора .в этих точках равны нулю. В промежуточных точках профиля, например, в точке в, режущая кромка,касаясь при винтовом движе - ее НИИ измерительного щупа,вызывает его отклонение,максимум которого соответствует отклонению профиля производящей поверхности фрезы в осевой плоскости S, в данной точке, от прямолинейности. После каждого винтового 60 движения измерительный щуп смещают по прямой а-с для ощупывания следующих точек профиля. Совокупность максимальных отклонений измерительного щупа после серии относительных 45
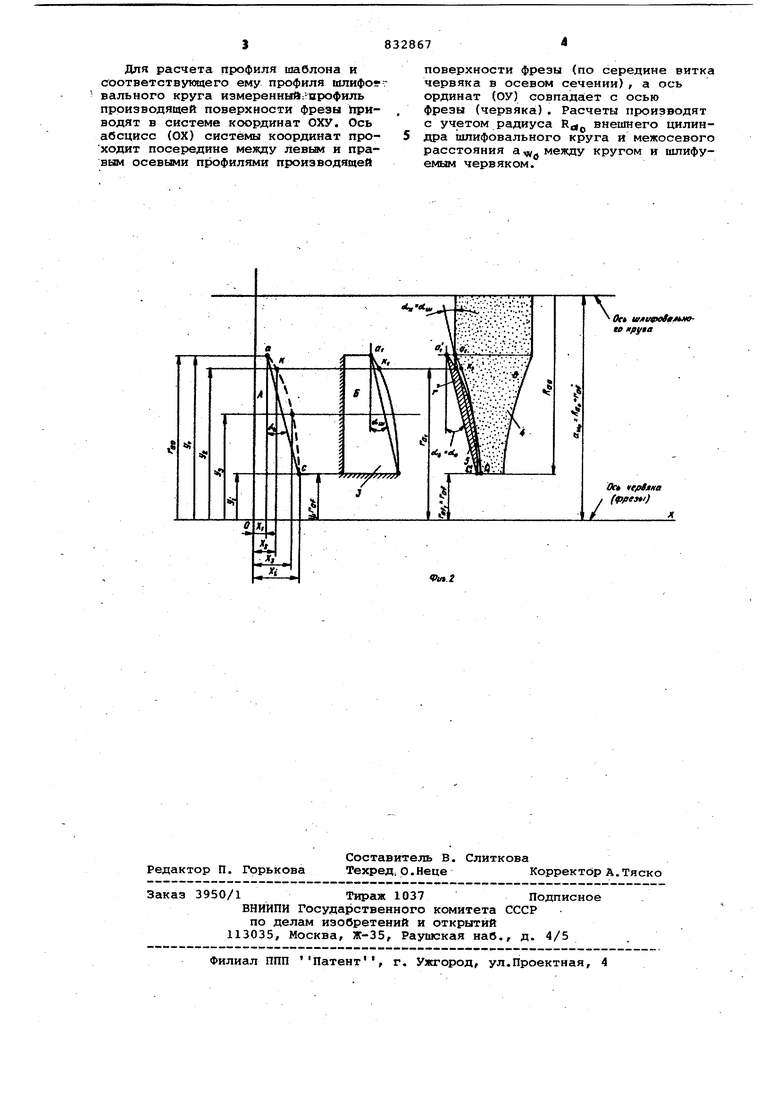
движений, охватывающих всю высоту зуба фрезы, дает отклонение профиля плоского сечения производящей поверхности фрезы от прямолинейного принятого условно за номинальный и характеризующегося некоторым постоянным углом профиля Ыо, образованного между прямой а-с и перпендикуляром к оси фрезы. Величина этого угла и измеренных отклонений от прямолинейности позволяет определять форму профиля осевого сечения производящей поверхности червячной фрезы. Знание профиля произвсздящей поверхности затылованной червячной фрезы в данной плоскости дает возможность воспроизвести такой же профиль на червяке, з.ацепляющемся с колесом, нарезанным фрезой данной степени сточенности. Этого достигают придач нием шаблону, правящему шлифовальный круг и впоследствии шлифующему червяк, профиля, рассчитанного по профилю производящей поверхности фрезы. Расчет профиля шаблона и соответствующий ему профиль шлифовального круга производят по известным аналитическим зависимостям. По фактическому профилю А производящей поверхности фрезы рассчитывают аналитический и изготавливают профиль Б шаблона 3, По этому шаблону заправляют требуемый профиль В круга 4 который при шлифовании образует профиль Г червяка 5, идентичный профили А производящей поверхности фрезы. Согласование профилей производят в интервале между одинаковвлми радиусами фрезы и червяка. Эти радиусы численно равны наружному г,., и внутреннему г ; (г а 1 «градиусам червяка. Этим радиусам соответствуют
точки К, KT, к;. К..; и С/ GI, cj;,
профиля производящей поверхности фрезы и профилей шаблона червяка и шлифовального .круга соответственно. Точки а, a-j, al, а , соответствуют
наружному радиусу г фрезы. Этот радиус больше наружного радиуса г ц;, червяка и поэтому заправленный участок круга а-К .воспроизводит потенциальный участок aj,-K, отсутствующий у физического червяка. Расчетный угол профиля шлифовального круга cL и соответствующий ему угол профиля шаблона общ ( отличаются на расчетну о величину от угла профиля оСо производящей поверхности фрезы и при шлифовании упомянутым кругом винтовой поверхности червяка образует угол его профиля ct равный углу профиля . Идентичность профилей червяка к фрезы,в одинаковых плоских сечениях при бднотипном ходе их винтовых линий обуславливает идентичносгць винтовой поверхности червяка и винтовой производящей поверхности фрезы.
Для расчета профиля шаблона и соответствуняцего ему профиля шлифо : вального круга измеренныйнарофиль производящей поверхности фрезы iipHводят в системе координат ОХУ. Ось абсцисс (ОХ) системы координат проходит посередине между левьли и правым осевыми профилями производящей
поверхности фрезы (по середине витка червяка в осевом сечении), а ось ординат (ОУ) совпадагет с осью фрезы (червяка). Расчеты производят с учетом радиуса К внешнего цилиндра шлифовального круга и межосевого расстояния а между кругом и шлифуемым червяком.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| Способ нарезания червячного колеса | 1980 |
|
SU952480A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Способ шлифования винтовых передних поверхностей многозаходных червячных фрез с врезными стружечными канавками | 1988 |
|
SU1691074A1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
СПОСОБ ПОЛУЧЕНИЯ СОПРЯЖЕННОЙ ОРТОГОНАЛЬНОЙ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ, при котором червячное колесо нарезают затьшованной червячной фрезой, а червяк - шлифовальным кругом, о т л и - чающийс я тем, что, с целью повышения' точности передачи, воспроизводят производящую поверхность червячной фрезы винтовым проектированием, измеряют парс1метры профиля осевого сечения полученной поверхности и, используя ее, профилируют шлифовальный круг, причем, межосевое расстояние при нарезании колеса устанавливают равным межосевому расстоят нию передачи.i9u^tСЛ00ро1\Эоол •vj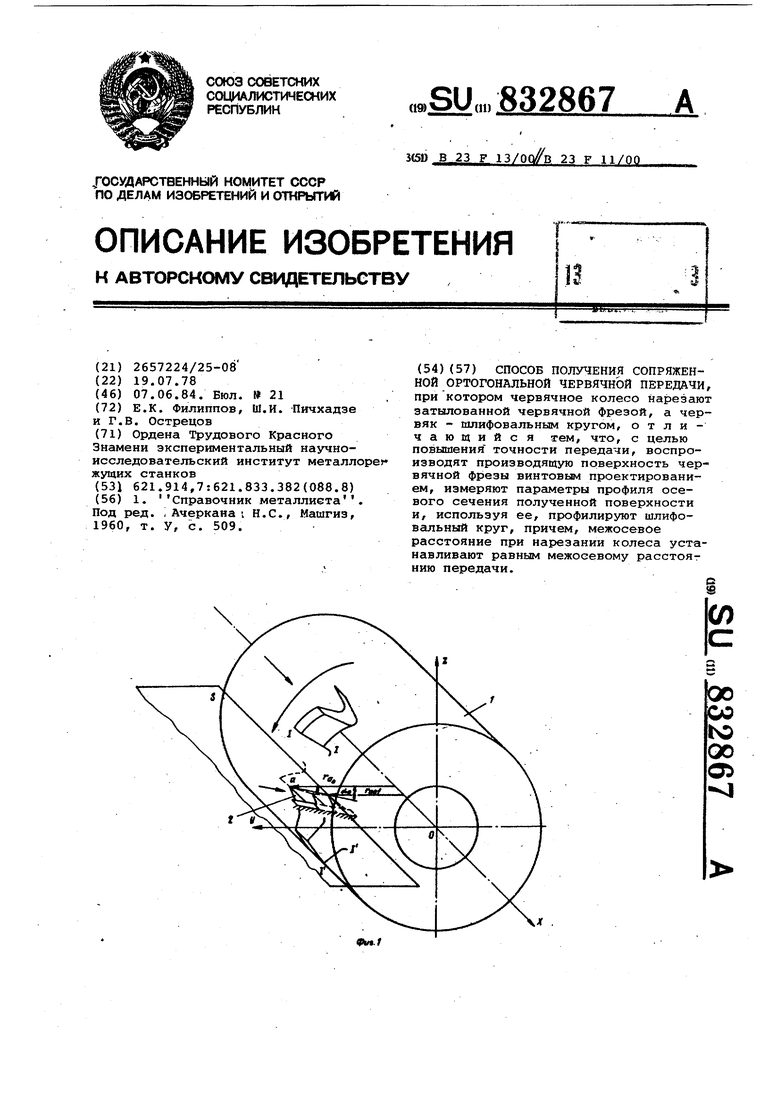
fff шяифе1вмн te ярую
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ''Справочник металлиста'' | |||
| Под рад | |||
| ', Ачеркана i Н | |||
| С., Машгиз, 1960, т | |||
| У, с | |||
| Инерционно-аккумуляторное приспособление для автоматического открывания и закрывания поршневого затвора | 1912 |
|
SU509A1 |
