Изобретение относится к устройствам для формования тонких шлифовальных кругов из абразивной .массы на бакелитовой связке с одинако1 ой или различной толнщнои у центра и иерицЬерии. - Извести 1,1 и iHiipoKo ири.меняются в абразивной нромышленности устройства для формования тонких 1нлифовал1,ных кругов с одинаковой и различной толщиной у центра и периферии путем раскатки абразивной массы на бакелитовой связке вручную цилиндрическими роликами-1 отками.
Осибеиностью описываемого устройства является нрименение гладких конических катков, вращаюни1хся BOKpvr своих осей с одновременным враи,ением вокруг центральной оси формуемого круга. Верншны конических катков совмеи1аются с центром формуемого TOUKOI-0 шлифовальиого круга. Taicoe раснсхюжение конических катков обеснечивает формование тонких и Л1 фовальиых кругов как с одинаковой, так и с различной толиинюй у центра и периферии. Изготовленне тонких и лифоБальных кругов с различной толщиной
у цеитра и иернферии достигается регулировкой угла }К1клона осей гладких коннческих катков к рабочей поверхности формовочной нлиНа чертеже схематически изображено оинсы15аемое устройство.
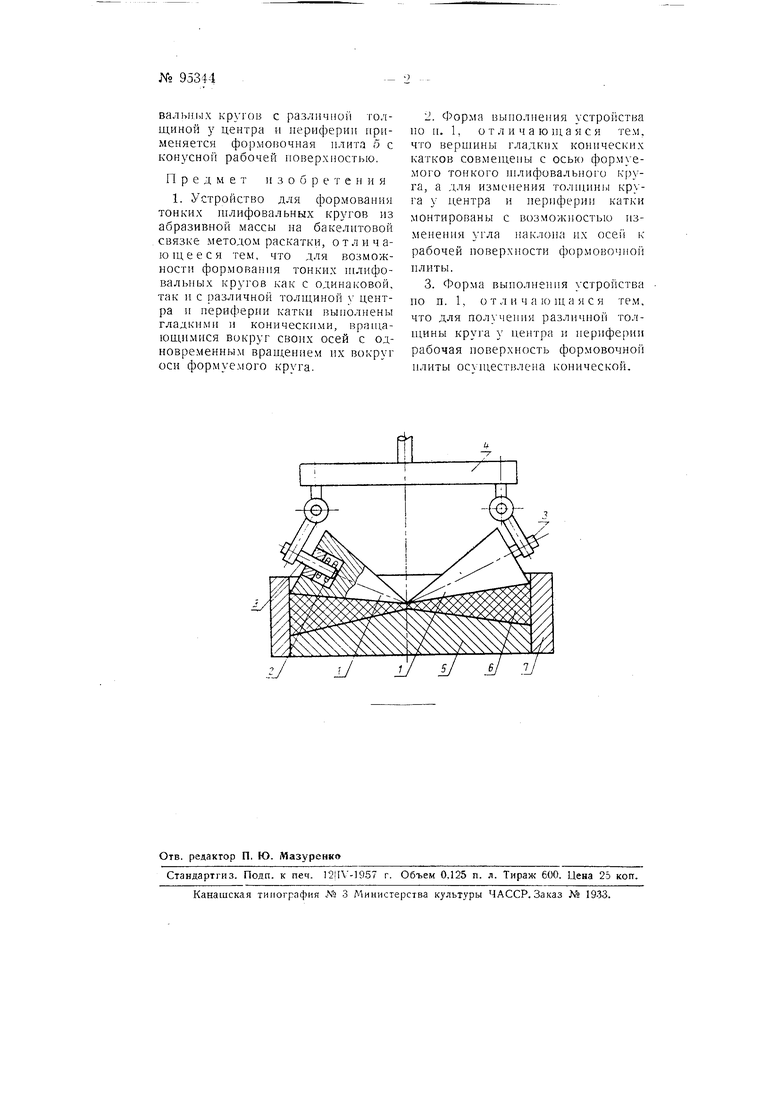
Гладкие коиичес1чГ1е катки / с иодгиннннкамн .i на осях укреиляются нод требуемым угло.м на траверсе 4 с таким расчетом, чтобы их верши 1ы совмещались с центром формуемого тонкого шлифовального Kpyia.
На формовочную плиту и .асыпается требуемая навеска абразивной массь; на бакелитовой связке. Траверса 4 или формовочная илита приво;:ятся во вращение, во время которого транесса 4 опускается до тех нор, пока расстояние между формовочной плитой о и гладки.ми коническими катками 7 не станет равно толщине срормуемого иыифовального круга. По окончании формования траверса 4 поднимается и фор.мовочная плита 5 с зафор.мованным на ней ньтифовальным кругом 6 извлекается нз формовочного кольца Г.
При формовании тонких И1лифовальиых кругов с различной толщиной у центра и нериферии применяется формовочная плита 5 с конусной рабочей поверхностью.
Предмет изобретения
1. Устройство для формования тонких шлифовальных кругов из абразивной массы на бакелитовой связке методом раскатки, о т л и ч ающееся тем, что для возможности формования тонких пыифовальпых кругов как с одинаковой, так и с различной толщиной у центра и периферии катки выполнены гладкими и коническпми, вращающимися вокруг своих осей с одновременным вран еняем их вокруг оси формуемого круга.
2. Форма выполнения устройства но и. 1, о т л и ч а ю HI а я с я тем, что вершины гладких конических катков совмещены с осью формуемого тонкого ньлифовалыюго круга, а для изменения толп1ин1.1 круга у центра и периферии катки монтированы с возмо/ююстью изменения угла наклона их осей к рабочей поверхности формовочной плиты.
3. Форма выполнения устройства по п. 1, о т л и ч а ю И1 а я с я тем, что для получения различной толщины круга у центра и периферии рабочая поверхность формовочной плиты осуществлена конической.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная одноканальная бакелизационная электропечь | 1951 |
|
SU94596A1 |
| Способ формовки изделий из порошковой массы | 1952 |
|
SU99959A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2002 |
|
RU2216440C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU960001A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
