Изобретение относится к абразивной промышленности, в частности к устройствам для получения кольцевых заготовок абразивных шлифовальных и полировальных кругов на керамической, бакелитовой, вулканитовой и других связках.
Известна пресс-форма для формования заготовок абразивных кругов, включающая кольцо, верхнюю и нижнюю формовочные плиты, сердечник и прижимную плиту [1] . В случае формования с подпрессовкой пресс-форма включает еще подкладки для подпрессовки.
Недостатками данной пресс-формы является высокая трудоемкость операций подготовки пресс-формы к формованию и выталкиванию заготовки, высокая металлоемкость пресс-оснастки из-за необходимости иметь разные по высоте прижимные плиты.
Наиболее близкой по технической сущности к предлагаемому устройству является пресс-форма [2] , включающая матрицу с кольцевой внутренней поверхностью, сердечник, верхнюю и нижнюю формовочные плиты и прижим. Каждый прижим предназначен для определенного размера круга. При переналадке пресса на другой размер круга необходима замена прижима.
Указанное устройство снижает трудоемкость изготовления заготовок абразивных кругов по сравнению с указанным выше аналогом и расширяет технологические возможности процесса формования за счет обеспечения получения кругов различной высоты.
Основным недостатком наиболее близкого аналога является высокая трудоемкость настройки пресс-формы, при которой требуется смена матрицы с кольцевой внутренней поверхностью, сердечника, прижима, верхней и нижней формовочных плит.
Задачей предлагаемого изобретения является возможность получения кругов с различным внутренним диаметром без замены прижима и матрицы.
Поставленная задача достигается тем, что в пресс-форме, содержащей матрицу с кольцевой внутренней поверхностью, сердечник, верхнюю и нижнюю формовочные плиты и прижим, согласно изобретению последний выполнен в виде кольца со встроенными него секторами, закрепленными одним концом в кольце шарнирно, и пресс-форма снабжена механизмом синхронного поворота секторов, например, в виде зубчатой передачи.
То, что пресс-форма снабжена прижимом заявляемой конструкции и механизмом синхронного поворота секторов, позволяет формовать круги с различным внутренним диаметром без замены прижима, а следовательно, снизить трудоемкость работы.
Предлагаемое устройство проиллюстрировано на фиг.1-4, где на фиг.1 показан общий вид пресс-формы, на фиг.2 показан прижим с сектором в исходном положении (вид сверху), на фиг.3 - то же с секторами в сведенном состоянии (вид сверху, пунктирная линия), на фиг.4 - разрез А-А фиг.2.
Пресс-форма фиг.1 с изменяющимся рабочим отверстием содержит матрицу 1 с кольцевой внутренней поверхностью, сердечник 2, верхнюю 3 и нижнюю 4 формовочные плиты и прижим 5, содержащий (фиг.2, 3, 4) кольцо 6, сектора 7, оси 8, шестерню 9 и зубчатое колесо 10.
Устройство работает следующим образом.
При настройке пресса с одного типоразмера круга на другой при одинаковом наружном размере заготовки и отличающимся внутренним сектора 7 поворачиваются на осях 8, закрепленных на кольце 6 прижима 5, на соответствующий диаметр отверстия (фиг.3) с помощью шестерни 9, зубчатого колеса 10. После этого монтируется верхняя формовочная плита 3 нужного размера.
После этого в полость, образованную внутренней поверхностью матрицы 1, сердечника 2, нижней формовочной плитой 4, загружается абразивная масса и опускается прижим 5.
Разработан опытный образец пресс-формы для прессования заготовок абразивных кругов на керамической связке размерами 300 х 200 х 127 мм. На прижиме этой пресс-формы установлены поворачивающиеся сектора со следующими характеристиками:
- количество секторов - 4, материал - Ст45;
- сектора поворачиваются до диаметра 76 мм;
- оси вращения секторов диаметром 12 мм, материал - Ст45.
Полученные при помощи пресс-формы заготовки после операции формования подверглись контролю плоскости торцов заготовки. Результаты контроля показали, что деформация по плоскости после операции формования отвечает требованиям стандарта Челябинского абразивного завода.
Предложенное устройство целесообразно использовать для изготовления шлифовальных кругов на керамической, бакелитовой и вулканитовой связках.
Источники информации
1. В. Н. Любомудров, Н.Н. Васильев, Б.Н. Дальковский. Абразивные инструменты и их изготовление. - Л.: Машиностроение, 1953, с.171, фиг.88.
2. В. А. Рыбаков, В.В. Авякан и др. Оборудование и оснастка предприятий абразивной и алмазной промышленности. - Л.: Машиностроение, 1981, с.156, рис.6.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2199431C2 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2149749C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |



Изобретение относится к абразивной обработке и может быть использовано для получения кругов с различным внутренним диаметром без замены прижима и матрицы. Пресс-форма содержит матрицу с кольцевой внутренней поверхностью, сердечник, верхнюю и нижнюю формовочные плиты и прижим. Последний выполнен в виде кольца со встроенными в него секторами, шарнирно закрепленными одним концом в кольце. Для настройки пресса на другой типоразмер кругов при одинаковом наружном размере заготовки сектора поворачивают на осях посредством механизма синхронного их поворота с образованием соответствующего диаметра отверстия. Такая конструкция снижает трудоемкость формования абразивных кругов. 4 ил.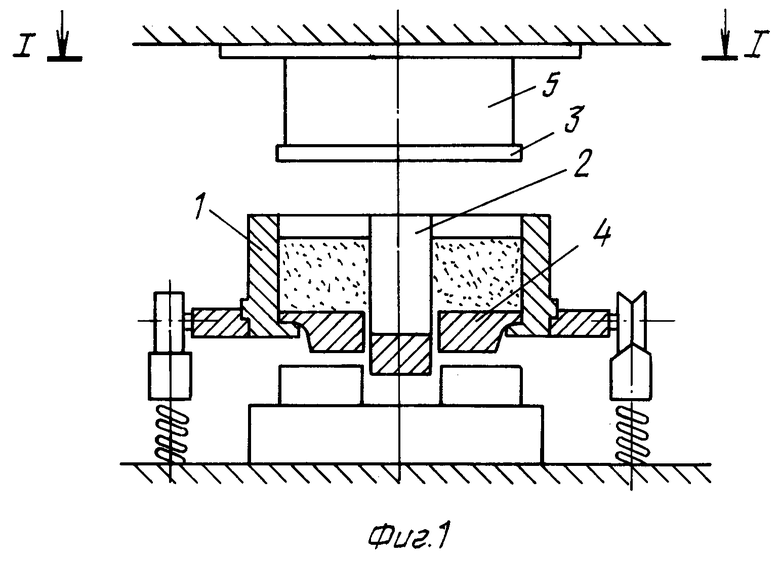
Пресс-форма для формования заготовок абразивных кругов, содержащая матрицу с кольцевой внутренней поверхностью, сердечник, верхнюю и нижнюю формовочные плиты и прижим, отличающаяся тем, что прижим выполнен в виде кольца со встроенными в него секторами, закрепленными одним концом в кольце шарнирно, и механизма синхронного поворота секторов, например, в виде зубчатой передачи.
| РЫБАКОВ В.А | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| - Л.: Машиностроение, 1981, с.156, рис.6.3 | |||
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| SU 1404315 A2, 23.06.1988 | |||
| Способ изготовления абразивного инструмента | 1979 |
|
SU1247255A1 |
| US 5009673, 23.04.1991. | |||

