(ЗЮ СПОСОБ НАСТРОЙКИ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |
| СПОСОБ НАСТРОЙКИ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030931C1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПРОФИЛЕЙ | 2015 |
|
RU2617191C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Технологический инструмент косовалкового стана | 1978 |
|
SU778833A2 |
1
Изобретение относится к обработке металлов давлением, касается настройки стана и может быть исИользовано на действующих станах винтовой прокатки при производстве труб и ; прутков.
Известен способ настройки трехвалкового стана винтовой прокатки, заключающийся в том, что в зависимости от механических свойств прокатываемого материала угол между валками изменяют в пределах О-ЗО. Это означает., что в плоскости пережима расг стояние между двумл валками больше расстояния каждого из двух до третьего валка.
Такой способ позволяет управлять схемой напряженного состояния центральной части заготовки, особенно при работе с труднодеформируемыми сталями и сплавами, и обеспечивает повышение качестяа гильз и экономичное ведение процесса .
Однако этот способ не решает задачу уменьшения разнозернистости структуры по сечению заготовки при прокатке.
Наиболее близким к предлагаемому является способ настройки трехвалкового стана винтовой прокатки, включающий установку валков на угол подачи, угол раскатки и сведение валков на калибр, при этом оси валков
10 в плоскости нормальной оси прокатки расположены в вершинах равностороннего треугольника и расстояния между всеми валками равны в пережиме 2 .
Процессу прокатки при такой на«5стройке стана свойственна значительная неравномерность деформации по поперечному сечению. Наибольшее развитие пластическая деформация получает в периферийных слоях заготовки.
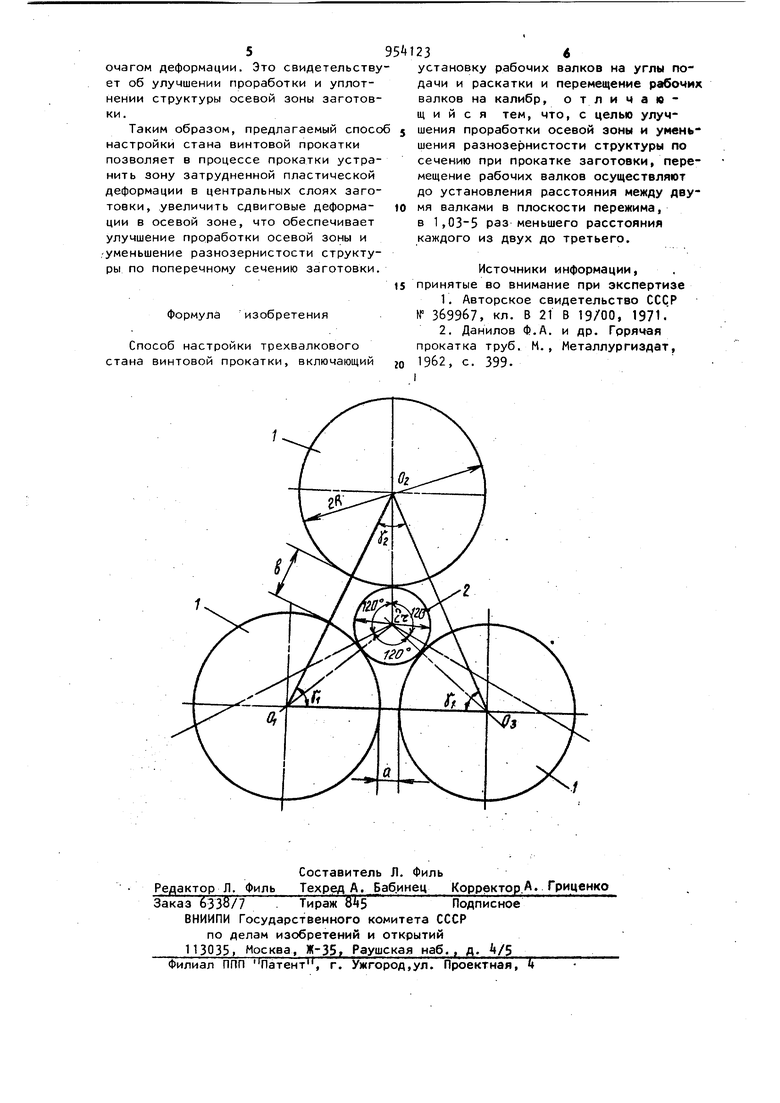
20 Напряженно-деформированное состояние осевой зоны характеризуется практически полным отсутствием сдвиговых деформаций и напряжений. Вследствие этого в центральных слоях заготовки интенсивная пластическая деформация затруднена, что обусловливает значительную равнозернистость и неравномерную проработку структуры по по перечному сечению. Цель изобретения - улучшение про работки осевой зоны и уменьшение разноэернйстости структуры заготовки по поперечному сечению. Поставленная цель достигается тем, что согласно способу настройки трехвалкового стана винтовой прокатки, включающему установку рабочи валков на углы подачи и раскатки и сведение валков на калибр, сведение рабочих валков осуществляют до уста новления расстояния между двумя вал ками в плоскости пережима, в 1 , раз меньшего расстояния каждого из двух до третьего. На чертеже дана схема настройки трехвалкового стана предлагаемым способом. На схеме обозначено 0, 02, 0 центра валков 1, имеющих диаметр 2R 02, - расстояние в пережиме между каждым из двух валков до третьего верхнего; a 0 03-2R расстояние между двумя нижними валками; 2 - заготовка, ее диаметр соответствует диаметру калибра 2 п. Процесс деформирования при тако настройке характеризуется несимметр ным силовым воздействием на заготов ку. При этом с уменьшением расстояния между двумя валками по сравнению с расстоянием каждого из двух до третьего в 1, раза в централ ной зоне заготовки реализуется схема напряженно-деформированного состояния, характеризуемая наличием сдвиговых напряжений и деформаций. Вследствие этого несимметричное при ложение деформирующих усилий к заготовке позволяет устранить зону затрудненной пластической деформации в центральных слоях заготовки и не приводит к появлению в осевой зоне опасных растягивающих напряжений. Расчеты показывают, что при уменьшении расстояния более, чем в 5 раз, в центральной зоне возникают растягивающие напряжения, которые могут привести к разрушению металла П р и м е р 1 . С -использованием ЭВМ М-220 были рассчитаны параметры напряженного состояния в относитель ных единицах при симметричном и несимметричном силовом воздействии валков на заготовку. Ответственными за начало пластической деформации принято считать эквивалентное напря жение ( d.,0,5nl(6,,-dyy)4d, гдебхх буу бху компоненты тензора напряжений. Чем больше величина экв раньше возникает пластическая деформация. При равенстве расстояний или углов треугольника, образованного линиями, соединяющими центры валков (симметричная нагрузка), в центра образца равно нулю, т.е. в осевой области существует зона затрудненной деформации. Как показывают расчеты, при уменьшении одного из углов треугольника в 1,3 раза величина достигает 0,37 усл.ед., а в 2 раза 0,82 усл.ед. При этом в центре образца поперечные растягивающие напряжения отсутствуют. Полученные результаты свидетельствуют о том, что с уменьшением од-ного из углов в центральной зоне образца происходит сдвиговая пластическая деформация, интенсивность которой возрастает с уменьшением одного из углов треугольника. Наличие интенсивной сдвиговой пластической деформации способствует улучшению проработки и уменьшению разнозернистости структуры металла по поперечному сечению. Пример2. На трехвалковом стане МИСиС-ЮОТ были прокатаны за- с готовки из стали k диаметром 110 мм с осевыми отверстиями диаметром 5 мм, имитирующими осевую пористость. Обжатие заготовки за проход составляло kO%, угол подачи 15. Прокатку проводили при настройке стана с равным расстоянием между валками и с равными углами при вершинах треугольника, образованного линиями, соединяющими центры валков, и с неравным расстоянием, когда один из углов треугольника в 1;5 раза меньше, чем два других (т.е. расстояние Й в 3,2 раза меньше Ь ) Результаты прокатки показали, что во втором случае площадь осевого отверстия уменьшилась в 1,2 раза больше, чем при прокатке с симметричным
