Известны прессы для двустороннего прессования пролетного сифонПого KHpinnqa из сплошной заготовки, изтотовляемой на ленточном прессе.
Предлагаемый пресс ЯВляется более совершенным по сравиению с извест 1ыми прессами подобного рода, так как он обеспечивает получепие увеличенной производительност) и лучшее качество прессуемых изделий. В прессе последовательно осуН1,ествляк)тся операции предварителыного прессования заготовки, прокалывания отверстий в ее стенках и окончательного прессования заготовкн 13 готовое изделие.
Указанная последовательность операций достигается благодаря применению в прессе совершаюших возвратно-поступательное движение пуансона со штампом, прессующего заготовку с одного торца, и стержня со вторым игтампом для формовки заготовки с другого торца и прошивки В лей осевого отверстия.
Для получения отверстий в боковых стенках изделия служат проколки, приводимые в движение диском, с пазами, в которые входят пальцы проколок.
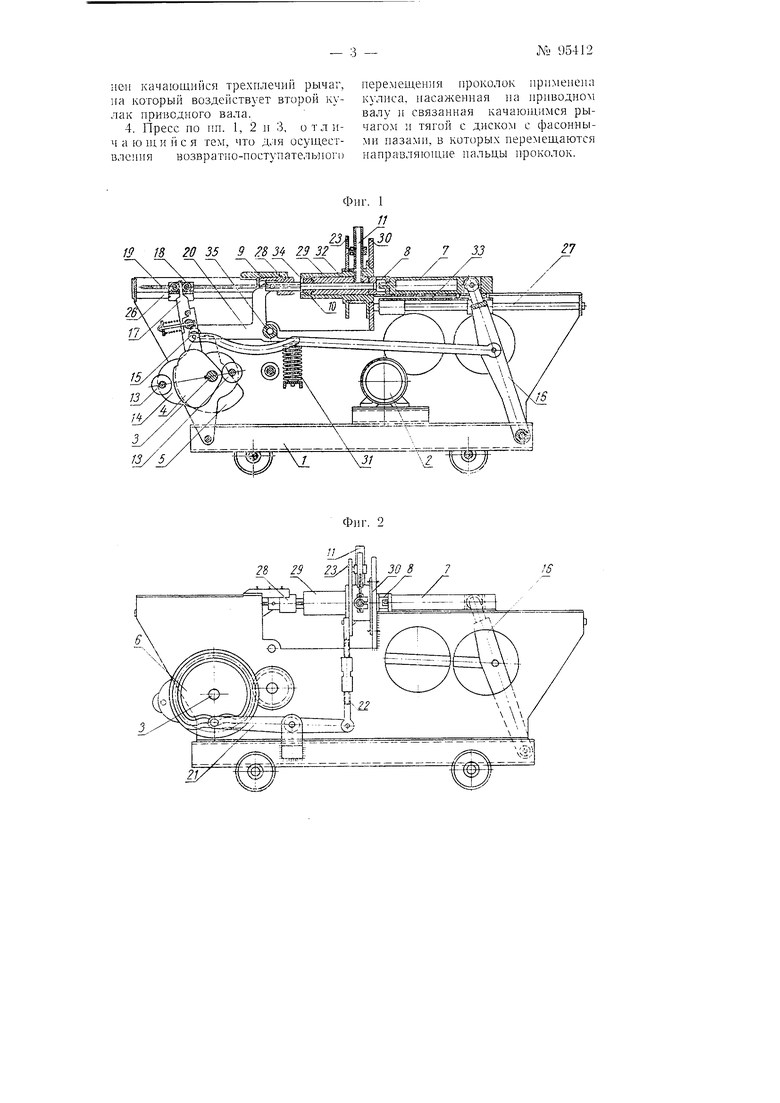
На фиг. 1 изображен вид пресса сбоку; ia фиг. 2 - вид пресса с
другой стороны; на фиг. 3 - диск с проколками.
Пресс установлен на передвижно платформе / и работает от электрокоторый приводит в
двигателя
движенне вал 3 посредством ременной и зубчатой передачи, не показанных на чертеже. На валу 3 насажены два кулака 4 м 5 м кулнса б, служащие для приведения в движение рабочих органов пресса: прессуloHiero пуансона 7 со штампом 5, формующего стержня 5, второго штампа 10 и проколо1с // п 12.
Пуансон 7 со штампом 8 приводится в возвратно-поступательное движение от кулака , который воздействует па ролики /, укрепленные на к.ачаю1цемся фасонном рычаге 14. Рычаг 14 связан носредством тяги 15 и второго качающегося рычага 16 с пуансоном 7. От рычага 14 носредством хвостовнка /7. каретки /л и толкателя 9 нриводится в возвратгю-постуиательное движение второй штамн 10. воздействующий на заготовку с другого торца.
Формующий стержень 9 нриводится в движение от кулака 5 посредством трехплечего рычага 20. вращающегося на неподвижно оси 35. В момент прессования, после входа проколок // и 12 в заготовку, формующий стержень 9, возде ствуя на 10, перемещает его
навстречу штампу S, обеспечивая двусторои-иее сжатие заготовки.
Проколки ирнеодятся в возврат 10-исступателы1ое движение от ку;1нсы 6 посредством качаклие ося рычага 21 и тяги 22, связаиной с диском 23. Л диске 23 иредусмотре:1Ы сиециальныс пазы 24, в которых перемещаются иатфавляюпп е па.чьцы 25 ирок.олок. При Врап1е11ии к лисы 6 диск 23 совершает колебательное движеиие, что приводит к во вратио-Поступательиому перемеИ1,ен1|ю пр01коло с //и 12.
Каретка 18 перемеи1ается по па1трай Гяюи 1,им 26, ирессуюи1;ий пуаисои 7 -- ио иа Иравляюии-1м 27, а стержень 9 - в направляющей втулке 28. Прессова1иие заготовки производится в оробке 29. укреилеииой па идите 30. Трехплечи ; рычаг 20 совершает обратный ход под действием пружииы 31.
Процесс прессования производигся следующим образом. Рабочийпрессови1,И1К кладет заготовку 32 иа стол 33, откуда оиа ппампом 8 вталкивается в коробку 29. При движеиии. заготовки 32 в коробку 29 формующий стержень 9 етаПОвится ;з рабочее иоложепие, обеспечивая в заготовке формовку цептральпого канала. Штамп 10 при этом перемещается влево, доходит до уиорпого кольца 34 )1 остаиавливается, после чего заготоВКа иод действием 1птамиа 8 иолиостью входит в коробку 29 и предварительно иодирессовывается.
После шредварительной подпрессовки заготовки 32 под действием кулисы 6 поворачивается диск 23 и вталкивает в коробку 29 проколки //, которые делают в стеиках заготовки углу;блеиия (фальцы).
После входа проколок 11 в коробку 29 под действием кулаков 4 и 5 производится встречное иеремещение шта.миое 8 и 10, которые сжимают с двух сторон заготовку, осуществляя ее окончательное двустороннее ирессоваиие. Штампы 8 и W при окончательиом прессоваиии проходят расстояния, ироиорциональиые расстояниям от центра боковых отверстий в готовом изделии до его торцевых стенок. Одновремеино с окончательным двусторонцим прессованием производится 1рокалыва П1е боковых отверстий в стеиках заготовки ироколками 12. Затем формуЮЩ1П1 стержень .9 перемещается в крайнее положение, обеспечивая гюстуг1лсм1ие воздуха ио цеитральному каналу для заполнения боковых отверстий при выходе из них проколок // н 12. Как только проко.тки // и 12 выйдут нз коробки 29 и займут первоначальное положение, 6 неремеидается в крайнее правое положещ-уе, а 1итаМП 10 иод воздействием толкателя 19 выталкивает готовое изделие из коробки 29 па стол 33, откуда оио снимается рабочи.м.
П р е д м е т н з о б р е т е н и я
1.Пресс для двустороннего прессования пролетного сифоииого кириича из СИЛОП1НОЙ заготовки, отл пча1он1,ийся тем, что, с целью повыше ння качества изделий путем последовательцого осуи;еств;геиия операций по предварительному ирессоваиию заготовки, прокалываиию отверстий в ее стеиках и окончательному ее ирессоваИ1ИО в готовое изделие, в нем примеиены соверпуающие иеирерывиое возвратно-лоступательное движение нрессурои1ий пуансон со итамт1ом, формуюиц-п стержень и второй И1тамп, расиоложе11ные с обеих торцев заготовки, а также проколки, установлеииые с одной ил:И иескольких сторои заготовки, иричем в момент прессоваиия, 1юсле входа проколок в заготовку, формующий стержеиь осущ; ствляет доиолиительное перемещеиие второго щтампа навстречу И1тампу пуансона, обеспечивая двустороннее сжатие заготовки.
2.Пресс по и. 1, о тл и ч а юих и и с я тем, что для осуществления возвратио-гюстуиательного движеиия ирессующего луаисоиа со штампом и второго штампа применей качающийся фасонный рычаг с двумя роликами, иа которые возде - ствует кулак, насажеиный на приводном валу пресса.
3.Пресс по ЦП. 1 и 2, о тли ч аю щ и и с я тем, что для осуществле I пя возвр an 10-I юсту и а тельного двп жения формующего стержия иримеиен качающийся трехплечий рычаг, иа который воздействует второй кулак приводного вала. 4. Пресс ио ни. 1, 2 и 3, о тлич а ющн йся тем, что для осуществления возвратио-поступателыюго перемещения проколок применена кулиса, насаженная на ириводном валу и связанная качающимся рычагом и тягой с диском с фасоиными назами, в которых иеремещаются направляющие иальцы ироколок.


Фиг. 2
7
/ff
/J
Фиг. 3
4
- i--К/
f
