1
Изобретение относится к обработке металлов давлением, а именно к холодновысадочньм автоматам для изготовления болтовых изделий.
Цель изобретения - повышение производительности.
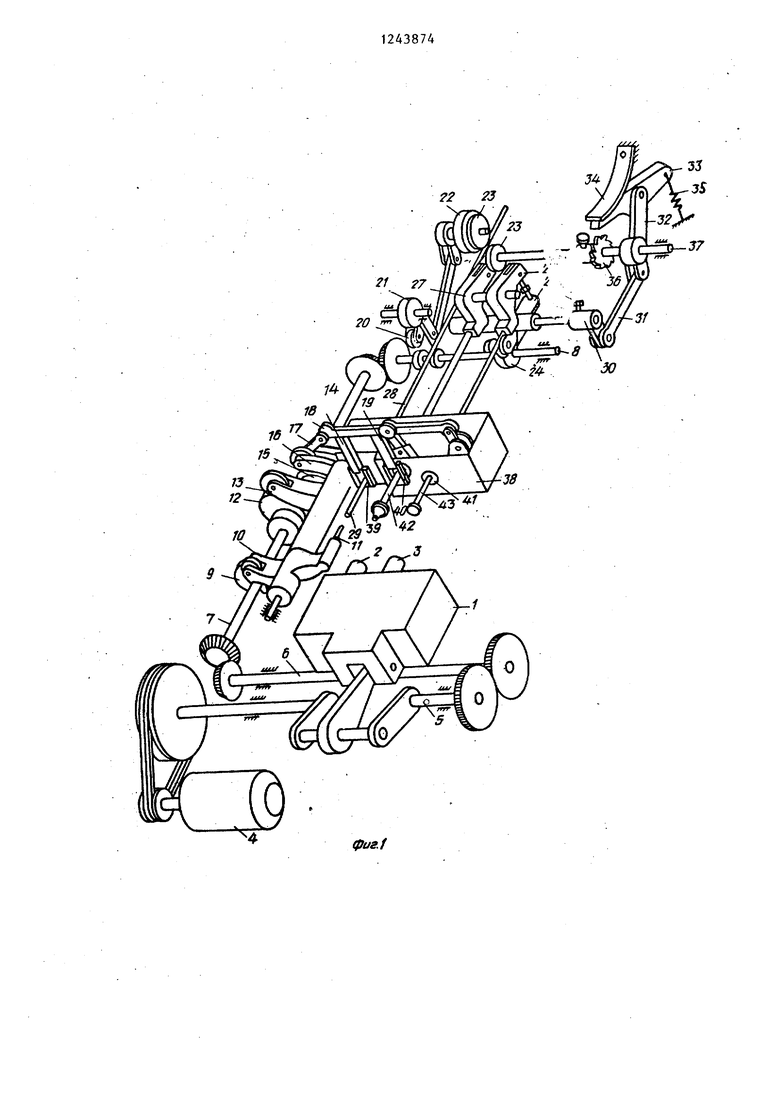
На фиг. 1 представлена кинематическая схема предлагаемого автомата, на фиг. 2 - рабочая зона автомата.
Автомат содержит смонтированный на станине ползун 1 с двумя неподвижно закрепленными пуансонами 2 и 3, электродвигатель 4, коленчатьм вал 5, поперечньй 6, продольно-распределительный 7 и поперечно-рас- пределительньгй 8 валы. На продольно распределительном валу находится блок 9 кулаков привода механизма упора в виде трехплечего рычага 10 укрепленной на нем упорной шпилькой 11, блок 12 кулаков для привода механизма реза в виде трехплечего рычага 13 с ножом 14 втулочного типа блок 15 кулаков для привода механима переноса заготовок в виде трехплечего рычага 16 и рычажной системы 17 с закрепленными на ней клещами 18 и 19, блок 20 кулаков механи привода подачи, включающего трехпл чий рычаг 2 1, обгонную муфту 22, подающие ролики 23, блок 24 кулаков механима выталкивания,включающий трехплеч рычаг 25, вал 26, выталкивающие рычаги 27, длиномерный материал - прток 28, заготовку 29. Привод выталкивания отрезанной заготовки выполнен в виде рычага 30, тяги 31, шар нирно связанной с двуплечим рычаго 32, собачки 33 с одного конца взамодействующей с упругим элементом виде пластинчатой пружины 34, ас другого подпружиненной пружиной 35 и находящейся в зацеплении с храповиком 36, установленным на валу 3 В матричном блоке 38 расположены орезная матрица 39, предварительная 40 и окончательная 41 матрицы, в кторых осуществляется предварительн 42 и окончательная 43 щтамповка.
Автомат работает; следующим образом.
От электродвигателя 4 крутящий момент передается последовательно на коленчатый 5, поперечньй 6, продольно-распределительный 7 и поперечно- распределительный 8 валы. С попереч
5
0
но-распределительного вала 8 крутящий момент снимается механизмом подачи посредством блока 20 кулачков, преобразующих вращательное движение вала в качательное обгонной муфты 22 с помощью трехплечего рычага 21. По- дакяцие ролики 23 подают пруток 28 до упора 11 в зону, отрезки, рычаг 10 уцора откидывается с позциии отрезки. Отрезной нож 14 втулочного типа, приводимьй в движение от блока 12 кулаков, через трехплечий рычаг 13 перемещается на расстояние, достаточное для отделения заготовки 29 от основного материала 28 и возвращается в исходное положение. Таким образом, снижаются требования к изготовлению и точности настройки механизма отрезки. Согласно циклу работы механизма переноса, клещи 18 и 19 рычажной системы 17 от кулачково- рычажного привода 15 и 16 перемещаются соответственно на позицию от- ,резки и. предварительной штамповки.
5 Клещи 18 останавливаются на позиции подачи - отрезки, захватив отрезанную заготовку 29. Перед началом пе- реноса на линию штамповки заготовка 29 выталкивается из втулочного ножа
0 1 подающим материалом 28 путем вращения вала 37 подающих роликов 23 от качающегося вала 26 рычагов выталкивания через рычаг 30, тягу 31 и двуплечий рычаг 32, собачку 33 и храповик 36, Одновременно рычагами 27, приводимыми в действие от блока 24. кулаков, рычага 25 выталкиваются заготовка 42 предварительной высадки и заготовка 43 окончательной высадки. Только в конце процесса выталкивания из матриц заготовок 42 и 43 собачка входит в зуб храповика 36. Таким образом, в клещи 18 и 19 механизма переноса одновременно выталкиваются заготовки 29 и 42, а изделие 43 - в лоток машины. Клещи 18 и 19 механизма переноса перемещаются на позиции штамповки предварительной и окончательной. Ползун 1 с пуансонами 2 и 3 производит высадку изделия в обеих матрицах. Как только позиция отрезки освобождается от заготовки, купачково-рычажный привод 9 и 10 возвращает упорную шпильку 11 на позицию подачи. Механизм подачи перемещает материал до упора, и цикл повторяется.
5
0
5
0
55
16
15
13
12
2 23
37
фиг.1
26
фиг 2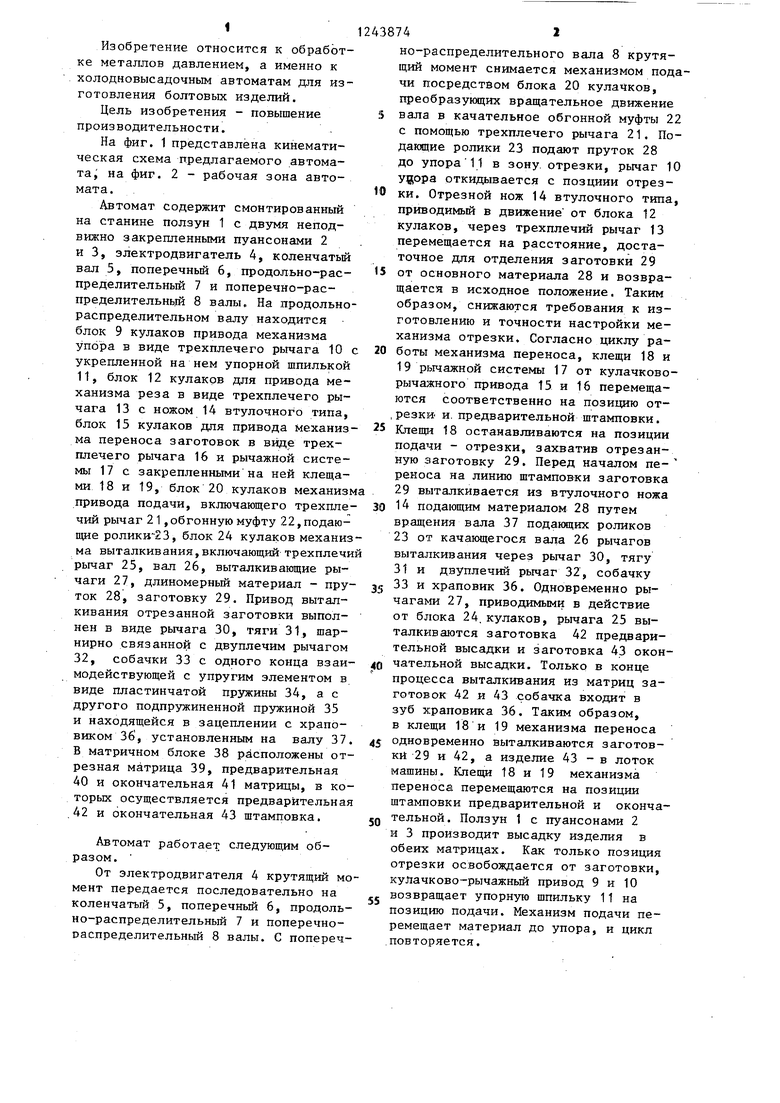
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Автомат для горячей высадки изделийСТЕРжНЕВОгО ТипА | 1979 |
|
SU814543A1 |
| Одноударный холодновысадочный автомат | 1980 |
|
SU984602A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления деталей стержневого типа с головками | 1976 |
|
SU659274A1 |
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Навроцкий Г.А | |||
| Кузнечно-штам- повочные автоматы | |||
| М.: Машиностроение, 1965, с | |||
| Горный компас | 0 |
|
SU81A1 |
| Холодновысадочный автомат | 1978 |
|
SU680798A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
