1
Изобретение относится к лесной и деревообрабатывающей промышленности и предназначено, преимущественно для использования на лесных складах, лесоперевалочных базах и брижах сырья в качестве устройства для поштучной перегрузки и пакетирования короткомерных лесоматериалов на конвейерах, примыкаюших друг к другу под углом.
Известно устройство для поштучной перегрузки и пакетирования короткомерных лесоматериалов, содержащее приемный конвейер, передающий механизм, имеющий установленные в направляющих приводные цилиндрические ролики приемной и делительной частей, причем ролики приемной части расположены веерообразно, и подающий конвейер 1.
Однако известное устройство характеризуется недостаточно высокой эффективностью пакетирования.
Цель изобретения - повышение эффективности пакетирования.
Поставленная цель достигается тем, что цилиндрические ролики приемной части выполнены с винтовой нарезкой переменного шага, а делительная часть состоит из ролика, выполненного в форме двух усеченных конусов, соединенных большими основаниями, длина которого равна ширине конвейера, и двух чередующихся рядов левых и правых роликов, выполненных в форме усеченных конусов, причем ролики левых рядов имеют длину, большую половины ширины конвейера, ролики правых рядов - меньшую половины ширины конвейера.
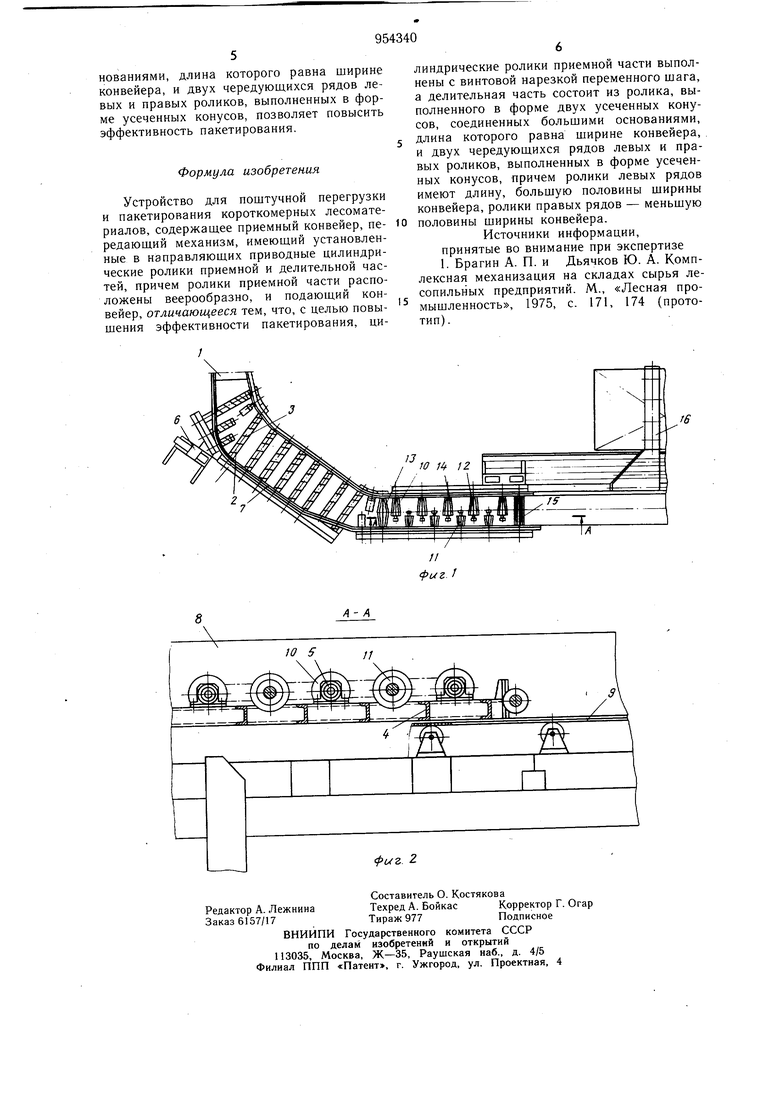
На чертеже изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для поштучной перегрузки и пакетирования короткомерных лесоматериалов содержит приемный конвейер 1, к которому примыкает ряд веерообразно положенных приводных роликов 2 цилиндрической формы, служаших для продольной ориентации древесины, разворота ее под углом по направлению к подающему конвейеру и предварительно частичного разделения сортиментов друг .относительно друга.
° На внешней поверхности каждого ролика 2 предусмотрена винтовая нарезка 3 переменного шага. Возрастание переменного шага направлено от внутренней стороны веерообразно расположенных роликов к внешней. Ролики 2 смонтированы на раме 4 посредством подшипников 5, а валы роликов снабжены спаренными звездочками цепного привода 6. Причем привод выполнен последовательно ступенчатым с передачей каждому последующему ролику возрастающей скорости за счет соответствующего изменения количества зубьев звездочек. Сбоку роликов 2 неподвижно установлены фигурные направляющие щиты 7 и 8. Под углом к конвейеру 1 расположен подающий конвейер 9. Перед подающим конвейером и соосно с ним установлены два чередуюп 1ихся ряда делительных роликов, служащих для пощтучного разделения короткомерной древесины. Делительные ролики 10 левого ряда имеют форму усеченны.х конусов. Длина этих роликов превышает половину ширины конвейера 9. Правый ряд делительных роликов 11 также выполнен в форме усеченных конусов, длина которых меньще половины ширины конвейера. Конические ролики обоих рядов своими основаниями 12 направлены в сторону продольной оси конвейера 9. Первый конический ролик 13 выполнен в виде двойного усеченного конуса длиной, равной всей щирине конвейера. Для лучшего сцепления с транспортируемой древесиной все конические ролики на внешней поверхности снабжены ребрами 14. Конические ролики аналогично цилиндрическим смонтированы на рамках 4 посредством подшипников 5 и снабжены на концах валов спаренными звездочками привода 6. Некоторые ролики 2 и первый ролик 13 снабжены коническими приводными шестернями, обеспечивающими синхронный привод и возможность веерообразной установки роликов. С целью поштучного разделения короткомерных сортиментов левый ряд роликов 10 имеет постоянную скорость, в два раза превышающую скорость правого ряда конических роликов, а первый конический ролик 15 вращается со скоростью, равной скорости вращения последнего цилиндрического роДля передачи сортиментов с делительных конических роликов на колвейер 9 предусмотрен концевой цилиндрический ролик 15. Вдоль подающего конвейера установлены пакетирующие устройства 16. Устройство работает следующим образом. Поступающие по конвейеру 1, например, от двух окорочных агрегатов короткомерные сортименты подаются беспорядочно двумя потоками на ролики 2. Благодаря тому, что скорость вращения каждого последующего цилиндрического ролика ступенчато возрастает, короткомерные сортименты ориентируются по направлению движения и частично разделяются друг относительно друга в продольном направлении. Происходит это за счет неодновременности получения отдельными сортиментами ускорения на вращающихся с возрастающими скоростями роликах 2. Вследствие того, что нарезы 3 имеют переменный шаг, возрастание которого направлено к правому щиту 7, короткомерные сорти.менты перемещаются не только в продольном направлении, но и в поперечном. При этом сортимент, находящийся в правом потоке, за счет переменного возрастающего шага нарезок 3 опережает в поперечном направлении соседний сортимент левого потока и, подойдя к право.му ряду роликов II, вращающихся с удвоенной скоростью по сравнению с последним цилиндрическим роликом, подхватывается этими коническими роликами и с соответствующей увеличенной скоростью первым направляется на конвейер 9. Освободившееся место силой прижатия нарезок 3 занимает рядом двигающийся сортимент. Короткомерные сортименты, нахо дящиеся в левом потоке, попадают на левый ряд роликов 10. Этот ряд роликов выполнен более длинным, что обеспечивает при развороте сортиментов с одного конвейера на другой надежное разделение сортиментов на два потока. Разделению движущихся сортиментов способствует коническая форма делительных роликов, которые за счет конусности надежно прижимают правый поток древесины к правому щиту 7, а левый поток - к левому щиту 8. Причем это разделение начинается уже на первом ролике 13, имеющем форму двойного усеченного конуса. Конусная форма роликов обеспечивает надежное перемещение любых по диаметру сортиментов. Поштучное разделение сортиментов в продольном направлени и осуществляется за счет того, что левые ролики 10 вращаются в два раза медленнее, чем правые ролики 11 скорость соответствует скорости последнего ролика 15. Поэтому сортименты, двигающиеся по левым роликам, соответственно, отстают от правых сортиментов, чем обеспечивается поштучная передача в нродольном направлении короткомерной древесипы на конвейер 9. Следовательно, ускорение, полученное сортиментами правого потока за счет удвоенной скорости правого ряда роликов 11, обеспечивает разделение всего двухрядного потока древесины на отдельные сортименты. Те.м самым достигается окончательное поштучное разделение короткомерной древесины. Далее отдельные сортименты поступают на конвейер 9 и на пакетирующие устройства 16. Преимуществом предлагаемого устройства является возможность применения его на конвейерах, располагае.мых друг к другу под углом. Выполнение цилиндрических роликов приемной части с винтовой нарезкой переменного шага, а делительной части - из ролика, выполненного в форме двух усеченных конусов, соединенных большими ос
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи лесоматериалов | 1983 |
|
SU1162706A1 |
| Устройство для подачи лесоматериалов | 1982 |
|
SU1009940A1 |
| Способ раскряжевки лесоматериалов и раскряжевочная установка | 1987 |
|
SU1530444A1 |
| Способ производства круглых лесоматериалов | 1990 |
|
SU1798191A1 |
| Машина для сортировки круглых лесоматериалов и установки их в поперечную щеть | 1986 |
|
SU1350095A1 |
| Устройство для формирования пакетов штучных грузов | 1978 |
|
SU749770A1 |
| Раскряжевочная установка | 1989 |
|
SU1720858A1 |
| Устройство для разделения материалов | 1986 |
|
SU1371954A1 |
| Способ раскряжевки лесоматериалов и раскряжевочная установка | 1990 |
|
SU1789331A1 |
| Устройство для ориентации и уплотнения штучных изделий | 1977 |
|
SU678001A1 |
