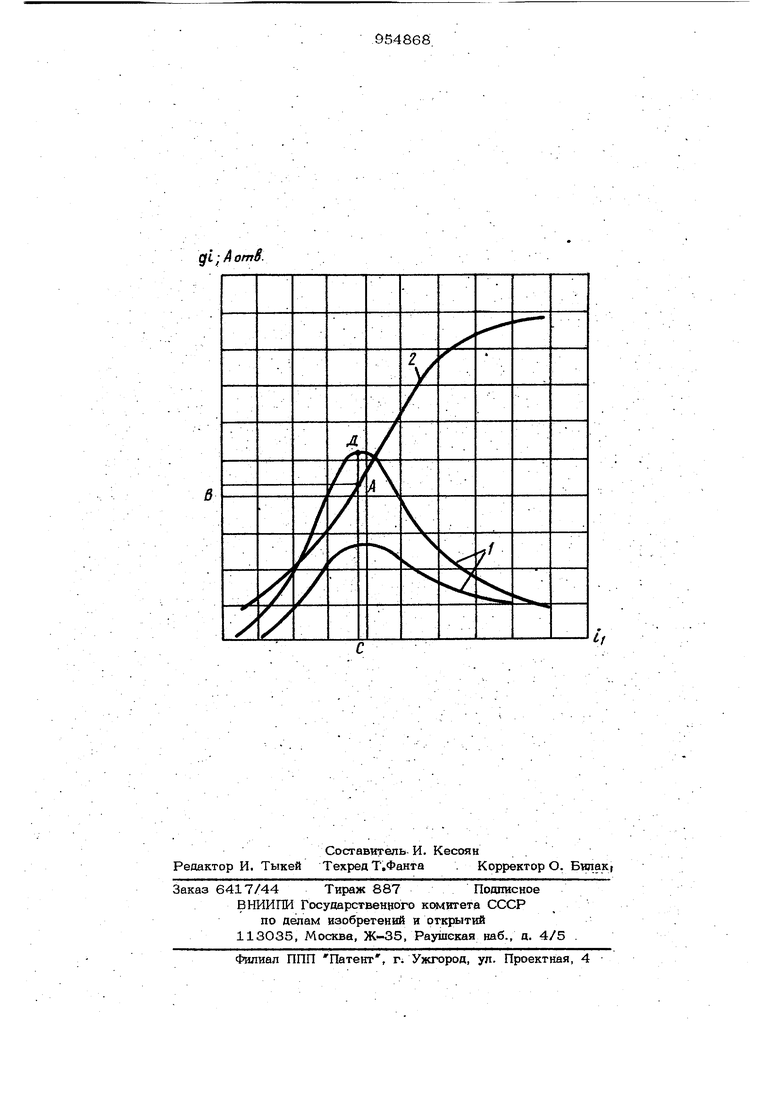
другого вдоль продольной оси магнитного носителя. Снимают магнитограмму магнитного рельефа при переходе измерительным преобразователем границы раздела намагниченного и немагнитного участков. Получают эталонную магнитограмму на основании экспериментальных исследований для разл1«н.ых марок сталей, толшины контролируемого изделия и типов намарнкчивающих устройств. Сравнивая магклтограммы магнитного рельефа при переходе измерительным преобразователем границы раздела намагниченного и немагнитного участков эталонного и используемого при контроле маг нитных носителей, судят о степени намап нтетенности последнего н корректируют в соответствии с полученными сведешгамк режим намагничивания изделия. П р и м.е р. Магнитный носитель с отверстием накладывают на образец изде- ЛИЯ с заранее известными дефектами (на- .пример, 1О, 15, 30, 50, 7О%) и там еHHjoT намагниченность изделия до тех пор пока не будут выявлены все-дефекты. Одновременно с увеличениеминдукции в изделии измеряют амплитуды сигналов от дефектов и от отверстия в магнитном носи теле. Если минимально выявляемый д&фект составляет 15%,значит данные среДства дефектоскопии обеспечивают чувствительность 15%. Этой чувствительности соответствует режим намагничивания при получении сигнала от отверстия в магнитном носителе г50 отв. ед. Такой магнитный носитель принимают за эталон. Пресь варительно проводят эксперименты по выбору эталона. Для чего испытывают несколько типов магнитнь1х носителей и намагничивающих устройств. Пр расшифровке рабочих магнитнь1Х носителей после проведения магнитографического контроля на изделиях опреде- . ляют места на магнитном носителе, где не записаны дефекты, пробивают отверс-. тия, измеряют сигнал от отверстия и сра& нивают с эталонным. По результату сравнения определяют режим намагничивания . (на сколько отличается от оптимального), а затем измеряют размеры дефектов или корректируют режим, т. е. делают повторную магнитограмму при большем или ме.ньшем токе в намагничивающем устройстве. Из графнкйв видно, что при оптимальном режиме намагничивания, соответствугошем выявлению наименьшего дефекта 15%, большие по размеру дефекты 30, 50 и 70% будут выявлень даже при отклонетш от оптимального режима намагничивания, т. е. при выборе эталона, намагниченность магнитного носителя связана с размером . наименьшего выявляемого дефекта.. . . . . Способ пбзволяет повысить точность магнитографического контроля и определять чувствительность контроля для данных средств дефектоскопии. Формула Изобретения Способ магнитографического контроля. изделий te ферромагнитных материалов, заключающийся в том, что на магнитном носителе получают немагнитные участки, изделие намагничивают совместно с размещеяными на его поверхности магнитным носителем, считывают. с магнитного носителя магнитограмму и по ней судят о наличии и параметрах дефектов, о т л ичающийся тем, что, с целью повышения точности контроля, снимают магнитограмму магнитного рельефа при переходе измерительным преобразователем границы раздела намагниченного и немагнитного участков, сравнивают. полученную магнитограмму с эталонной и по результатам сравнения определяют степень намагниченности магнитного носителя и в соответствии с величиной степени .намагниченности устанавливают режим намагничивания контролируемого юделия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 1616154/28, кл.. q О1 N 27/85, 1971 (прототип).
gi-AomS
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1975 |
|
SU602845A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1988 |
|
SU1608566A1 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля изделий | 1971 |
|
SU945764A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИТОЧУВСТВИТЕЛЬНОЙ СУСПЕНЗИИ ДЛЯ ВИЗУАЛИЗАЦИИ МАГНИТНЫХ ПОЛЕЙ ЗАПИСИ И МАГНИТОГРАФИЧЕСКОЙ ДЕФЕКТОСКОПИИ | 2009 |
|
RU2402828C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |