Изобретение относится к неразрушающему контролю магнитографическим методом и может быть использовано при контроле многослойных нахлесточных и стыковых сварных соединений, преимущественно односторонних.
Известен способ магнитографического контроля изделий из ферромагнитных материалов на наличие дефектов сплошности, заключающийся в том, что осуществляют намагничивание контролируемого изделия, переносят намагниченный рельеф поверхности изделия на ферромагнитный носитель, контактирующий в процессе контроля с поверхностью изделия, и считывают с носителя информацию о магнитном рельефе, по которой судят о наличии дефектов [1].
Недостатком его является низкая достоверность контроля.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ магнитографического контроля многослойных сварных соединений, заключающийся в том, что к поверхности сварного шва прижимают магнитную ленту, намагничивают шов с помощью П-образного электромагнита и определяют качество сварного соединения по результату сравнения полученной магнитограммы на ферромагнитной ленте с полученной аналогично магнитограммой с поверхности контрольного образца [2].
Недостатком его является низкая достоверность контроля сварных соединений многослойных изделий вследствие низкой точности определения величины дефектов.
Целью изобретения является повышение достоверности контроля сварных соединений многослойных изделий.
Это достигается тем, что в способе магнитографического контроля многослойных сварных соединений, заключающемся в том, что контролируемое сварное соединение совместно с уложенной на его поверхности магнитной лентой намагничивают П-образным электромагнитом и определяют качество сварного соединения по результатам сравнения магнитограммы с магнитограммой, полученной аналогичным образом на контрольном образце, согласно изобретению предварительно на контрольном образце и контролируемом соединении выделяют зоны в поперечном относительно сварного соединения направлении наиболее вероятного расположения дефектов, сравнение магнитограмм осуществляют по соответствующим зонам, а параметры дефекта определяют считая, что дефект расположен тем глубже, чем ближе к плоскости симметрии изделия он находится.
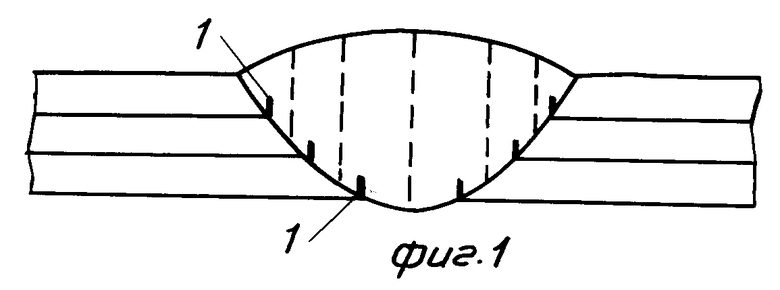
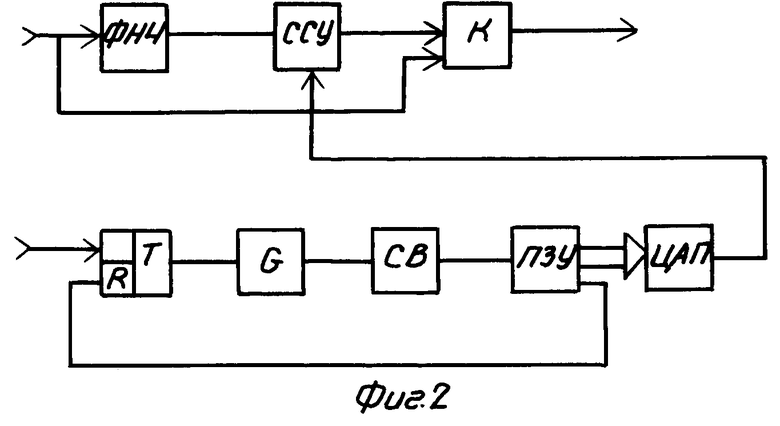
На фиг. 1 изображено многослойное стыковое сварное соединение с указанием возможных мест зарождения дефектов; на фиг.2 - функциональная схема одного из устройств для осуществления способа.
По мере увеличения глубины возможного расположения дефекта 1 он смещается к середине сварного шва 2. Следовательно, чем глубже расположена несплошность, тем ближе к середине сигналограммы находится импульс, обусловленный дефектом. Если сигналограмму разделить на области наиболее вероятного расположения дефекта для каждого слоя, то при появлении в такой области сигнала, обусловленного дефектом, можно судить о глубине залегания дефекта, а значит и более точно о его величине. Указанные выше области могут быть ограничены плоскостями, параллельными плоскости симметрии шва и находящимися на одинаковом расстоянии от двух соседних дефектов контрольного образца (фиг.1). Сравнивают амплитуду сигнала, обусловленного дефектом, в одинаковых зонах контрольного образца и контролируемого изделия. Если амплитуда сигнала от выявленного дефекта превышает браковочный уровень, то его величина недопустима.
Одно из возможных устройств для осуществления способа (фиг.2) включает фильтр низких частот (ФНЧ) для выделения огибающей входного сигнала, схему сдвига уровня (ССУ), компаратор, генератор G, счетчик времени меток развертки, ПЗУ - постоянное запоминающее устройство, цифроаналоговый преобразователь.
Устройство работает следующим образом.
Сигнал "Пуск" датчика углового положения считывающего устройства дефектоскопа переключает триггер, разрешающий работу генератора G, вырабатывающего временные метки заданной частоты, которые подаются на счетчик времени (Сч. вр. ), где происходит преобразование частоты генератора меток в код, пропорциональный времени, прошедшему с момента сигнала "Пуск". Код времени является адресом для ПЗУ, содержащего предварительно устанавливаемые уровни сдвига, соответствующие выделенным зонам контроля на контрольном образце и контролируемом сварном шве.
Подготовка ПЗУ состоит в том, что выполняют обмер контрольного образца и вносят данные в ЭВМ. Каждой временной области наивероятнейшего расположения дефектов соответствует свое значение величины сдвига огибающего фазового сигнала, выделяемой в фильтрах низкой частоты (ФНЧ) и поступающей на вход схемы сдвига уровня (ССУ). Величина сдвига пропорциональна величине управляющего напряжения, поступающего с выхода цифроаналогового преобразователя (ЦАП), управляемого от ПЗУ кодов сдвига. Введение управляемого сдвига и схемы выделения огибающей позволяют значительно уменьшить погрешности, вызываемые неравномерностью остаточного поля намагничивания и изменения глубины расположения дефекта.
П р и м е р 1. Контролировали стыковое сварное соединение толщиной 18 мм, содержащее три слоя одинаковой толщины. На глубине первого слоя в сварном шве была введена клинообразная ниобиевая вставка шириной 0,5 мм, имитировавшая трещину переменной величины. Образец контролировали традиционным способом: сравнивали амплитуду сигнала, обусловленного дефектом в объекте контроля, с амплитудой сигнала от наименьшего недопустимого дефекта, расположенного в корне шва (на глубине 3-го слоя) контрольного образца, имеющего те же параметры шва, что и контролируемый образец. При равенстве амплитуд сигналов от дефектов в контрольном образце и контролируемом объекте в последнем дефект оказался в 2,5 раза меньше.
П р и м е р 2. Тот же образец контролировали предлагаемым способом. При этом использовали контрольный образец, который содержал на глубине каждого слоя вольфрамовую вставку, величина которой была равна дефекту наименьшей недопустимой величины. На поверхности шва контрольного образца параллельно его продольной оси были нанесены царапины, разделившие шов на области наиболее вероятного расположения дефектов. Амплитуду сигнала от дефекта в контролируемом объекте сравнивали с амплитудой сигнала от наименьшего недопустимого дефекта, находящегося в той же области в сварном шве контрольного образца. При равенстве амплитуд сигналов от дефектов в контрольном образце и контролируемом объекте в последнем дефект оказался больше лишь на 15%.
Применение предлагаемого способа позволит повысить достоверность контроля сварных швов многослойных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1991 |
|
RU2029298C1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля | 1988 |
|
SU1633349A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных соединений | 1991 |
|
SU1772716A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1677600A1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1647374A1 |
Изобретение относится к неразрушающему контролю магнитографическим методом и может быть использовано при контроле качества многослойных нахлесточных и стыковых сварных соединений. Способ магнитографического контроля многослойных соединений заключается в том, что контролируемое сварное соединение совместно с уложенной на его поверхность магнитной лентой намагничивают П-образным электромагнитом и определяют качество сварного соединения по результату сравнения магнитограммы с магнитограммой, полученной аналогичным образом на контрольном образце. Предварительно на контрольном образце и контролируемом соединении выделяют в поперечном относительно соединения направлении зоны наиболее вероятного расположения дефектов, сравнение осуществляют по соответствующим зонам, а параметры дефекта определяют, считая, что дефект расположен тем глубже, чем ближе к плоскости симметрии соединения он находится. 2 ил.
СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ, заключающийся в том, что контролируемое сварное соединение совместно с уложенной на его поверхность магнитной лентой намагничивают П-образным электромагнитом и определяют качество сварного соединения по результату сравнения магнитограммы с магнитограммой, полученной аналогичным образом на контрольном образце, отличающийся тем, что предварительно на контрольном образце и контролируемом соединении выделяют в поперечном относительно сварного соединения направлении зоны наиболее вероятного расположения дефектов, сравнение магнитограмм осуществляют по соответствующим зонам, а параметры дефекта определяют, считая, что дефект расположен тем глубже, чем ближе к плоскости симметрии сварного соединения он находится.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления цинкового крона | 1931 |
|
SU25225A1 |
| Швы сварных соединений трубопроводов | |||
| Магнитографический метод | |||
| - Переиздат, 1983. | |||
