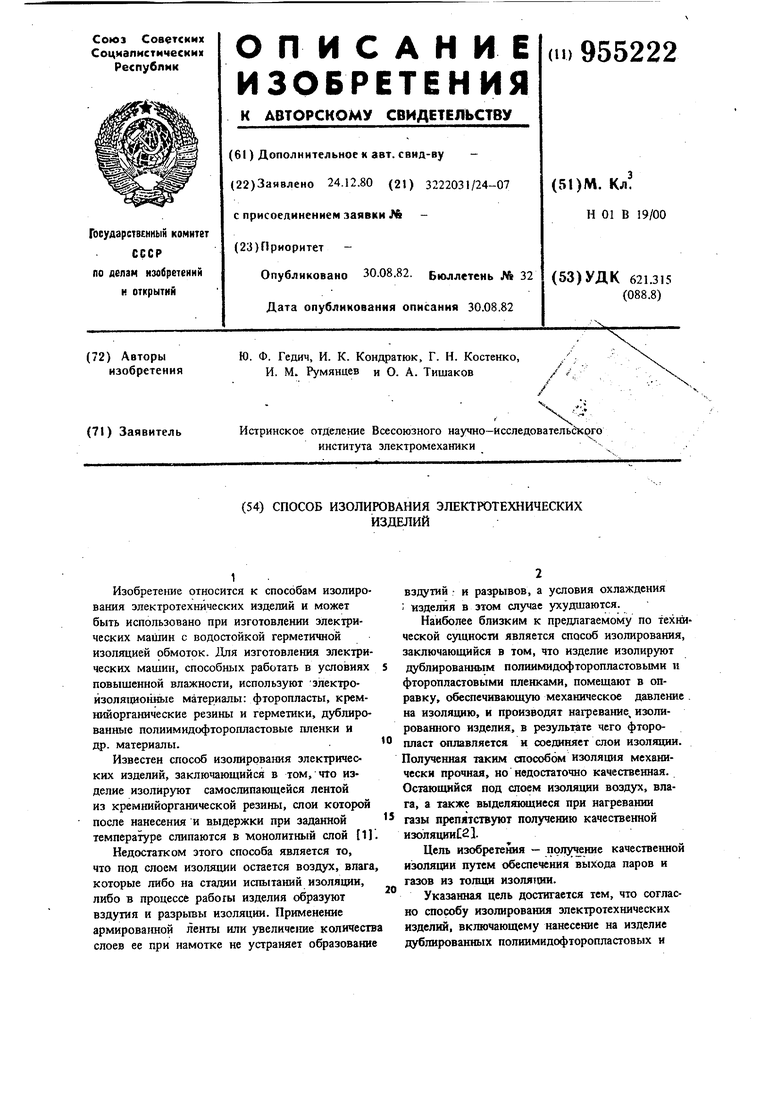
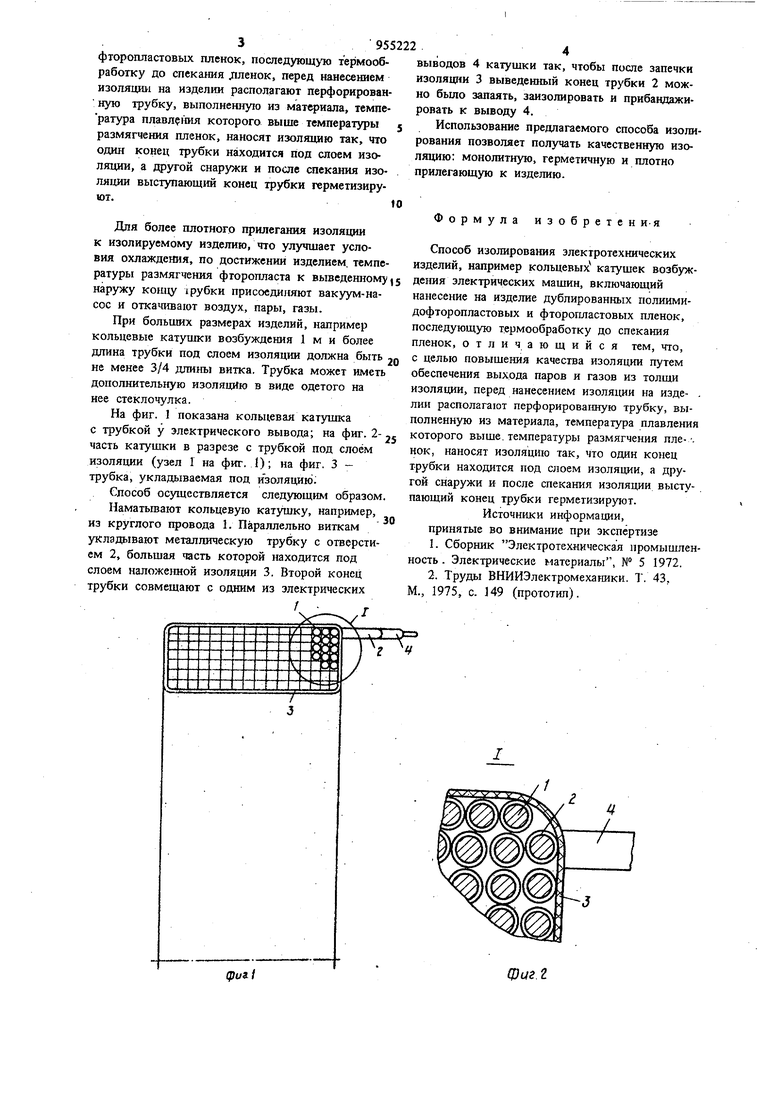
Изобретение относится к способам изолирования электротехнических изделий и может быть использовано при изготовлении злектрических машин с водостойкой герметичной изоляцией обмоток. Для изготовления электрических машин, способных работать в условиях повышенной влажности, используют электройзоляцио1Ь1ые материалы: фторопласты, кремнийорганические резины и герметики, дублированные полиимидофторопластовые пленки и др. материалы. Известен способ изолирования электрических изделий, заключающийся в том, что изделие изолируют самослипающейся лентой из кремнийорганической резины, слои которой после нанесения и выдержки при заданной температуре слипаются в монолитный слой 1 Недостатком этого способа является то, что под слоем изоляции остается воздух, влага которые либо на стадии испытаний изоляции, либо в процессе работы изделия образуют вздутия и разрывы изоляции. Применение армирова1шой ленты или увеличение количеств слоев ее при намотке не устраняет образование вздутий и разрывов, а условия охлаждения ; изделия в этом случае ухудшаются. Наиболее близким к предлагаемому по технической сущности является способ изолирования, заключающийся в том, что изделие изолируют дублированиьш полиимидофторопластовыми и фторопластовыми пленками, помещают в оправку, обеспечивающую механическое давление . на изоляцию, и производят нагревание, изолированного изделия, в результате чего фторопласт оплавляется н соединяет слои изоляции. Полученная таким способом изоляция механически прочная, но недостаточно качественная. Остающийся под слоем изоляции воздух, влага, а также выделяиициеся при нагревании газы препятствуют получению качественной изоляцииС }. Цель изобретения - пол ;чение качественной изоляции путем обеспечения выхода паров и газов из толщи изолятош. Указанная цель достигается тем, что согласно способу изолирования электротехнических изделий, включающему нанесение на изделие дублированных цолиимидофторопластовых и фторопластовых пленок, последующ то термообработку до спекания лленок, перед нанесением изоляции на изделии располагают перфорированную трубку, выполненную из материала, температура плавления которого выше температуры размягчения пленок, наносят изоляцию так, что один конец трубки находится под слоем изоляции, а другой снаружи и после спекания изоляции выступающий конец трубки герметизируют, Для более плотного прилегания изоляции к изолируемому изделию, что улучшает условия охлаждения, по достижении изделием, температуры размягчения фторопласта к выведенному наружу концу трубки присоеди1юют вакуум-насос и откачивают воздух, пары, газы. При больших размерах изделий, например кольцевые катушки возбуждения 1 м и более длина трубки под слоем изоляции должна быть не менее 3/4 длины витка. Трубка может иметь дополнительную изоляцию в виде одетого на нее стеклочулка. На фиг. 1 показана кольцевая катушка с трубкой у электрического вывода; на фиг. 2часть катушки в разрезе с трубкой под слоем изоляции (узел 1 на фиг. 1); на фиг. 3 трубка, укладываемая под изоляцию; Способ осуществляется следующик образом Наматывают кольцевую катушку, например, из круглого провода 1. Параллельно виткам укладывают металлическую трубку с отверсти ем 2, большая часть которой находится под слоем наложе1шой изоляции 3. Второй конец трубки совмещают с одним из злектрических выводов 4 катушки так, чтобы после запечки изоляции 3 выведенный конец трубки 2 можно было запаять, заизолировать и прибандажировать к выводу 4. Использование предлагаемого способа изолирования позволяет получать качественную изоляцию: монолитную, герметичную и плотно прилегающую к изделию. Формула изобретен и я Способ изолирования злектротехнических изделий, например кольцевых катушек возбуждения злектрических машин, включающий нанесение на изделие дублированных полиимидофторопластовых и фторопластовых пленок, последующую термообработку до спекания пленок, отличающийся тем, что, с целью повышения качества изоляции путем обеспечения выхода паров и газов из толщи изоляции, перед нанесением изоляции на изде- . ЛИИ располагают перфорировагшую трубку, выполненную из материала, температура плавления которого выше, температуры размягчения пле- . нок, наносят изоляцию так. Что один конец трубки находится под слоем изоляции, а другой снаружи и после спекания изоляции высту-. пающий конец трубки герметизируют. Источники информации, принятые во внимание при зкспертизе 1.Сборник Электротехническая промышленность . Электрические материалы, № 5 1972. 2.Труды ВНИИЭлектромеханики. Т. 43, М., 1975, с. 149 (прототип).
,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИИМИДОФТОРОПЛАСТОВОЙ ПЛЕНКИ | 1996 |
|
RU2117681C1 |
| Способ изготовления корпусной изоляции обмоток электродвигателей | 1972 |
|
SU505092A1 |
| Способ изолирования электротехнических деталей | 1980 |
|
SU936045A1 |
| СПОСОБ НАНЕСЕНИЯ ФТОРОПЛАСТОВОЙ ИЗОЛЯЦИИ НА ТОКОПРОВОДЯЩИЕ ЖИЛЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2085380C1 |
| Способ получения электроизоляционного покрытия кабельных изделий и устройство для его осуществления | 1976 |
|
SU634375A1 |
| Способ соединения поверхностей изделий из фторопластовой стеклоткани | 2023 |
|
RU2830676C1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ПЕКАРНЫХ ФОРМ | 1991 |
|
RU2025977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ С ФТОРОПЛАСТОВОЙ ИЗОЛЯЦИЕЙ | 1968 |
|
SU219649A1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
| Способ изготовления кабельных изделий | 1979 |
|
SU788186A1 |

qsuii
фаг г
