(5)СПОСОБ КОВКИ СЛИТКОВ
1
Изобретение относится к области .обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов.
Известен способ ковки слитков, включающий подстуживание его поверхности и протяжку бойками l .
Однако известный способ ковки не обеспечивает требуемого качества поковок вследствие образования в процессе ковки поверхностных дефектов.
Наиболее близким по технической сущности и достигаемому эффекту яв- i ляется способ ковки слитков, включающий пережим слитка и протяжку его бойками 2.
Однако известный способ также не обеспечивает требуемого качества по- ковок по причине образования, в процессе ковки от прибыльной части слит ка трещин в осевом и радиальном направлении, которые распространяются
на тело слитка, что приводит к необходимости обрубки пораженной части тела слитка в отходы,и, следовательно, к уменьшению выхода годного металла.
Цель изобретения - увеличение ко эффициента использования металла.
Цель достигается тем, что по спо10собу ковки слитков, включающему пережим слитка и протяжку его бойками, пережим производят по периметру слитка с образованием деформированiSных поясков, отстоящих один от другого по длине сяитка на расстоянии, равном ширине бойков для протяжки, при этом пережим ведут с границы между телом слитка и его прибыльной
20 чдстью в направлении к донной части, а протяжку осуществляют с подачами, соответствующими по величине ширине бойков.
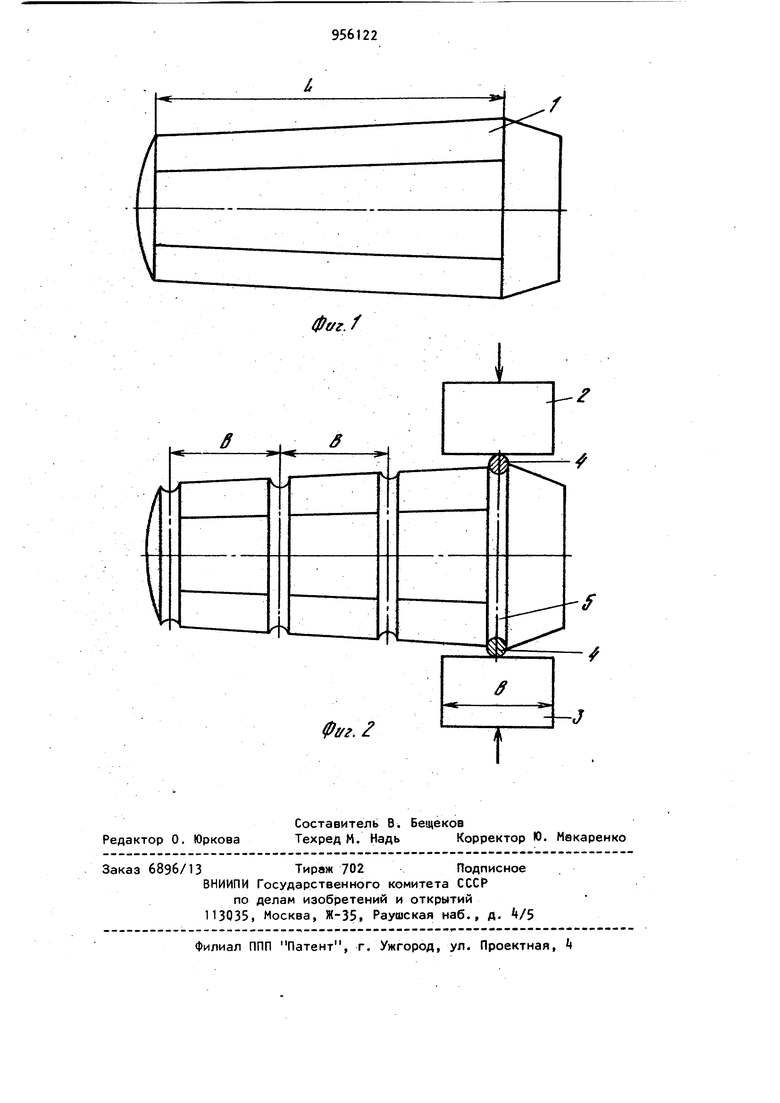
На фиг. 1 изображен обрабатываеый слиток; на фиг. 2-г. схема проесса ковки слитка.
Слиток 1 помещают между бойками 2 и 3 для протяжки и с помощью инструмента, например,пережимок, производят пережим слитка 1 по периметру с образованием деформированных поясков 5, отстоящих один от другого по длине слитка L на расстояние В, равное ширине бойков 2 и 3 для протяжки,при этом пережим ведут с границы между телом слитка и.его прибыльной частью в направлении к донг ной части слитка, а протяжку до образования гладкой поверхности заготовки осуществляют с подачей на ширину бойка 3.
В описанном способе перед протяжкой производят по периметру слитка 1 пережим границы между телом слитка и его прибыльной частью. В результате этого образуется препятствие, ограничивающее распространение поверхностных дефектов от прибыльной части на тело слитка в процессе протяжки.
Кроме того, при Протяжке не отваливается прибыльная часть слитка, что позволяет ковать слиток без раскрытия внутренних дефектов усадочного происхождения на участке тела слитка, прилегающем к прибыльной части.,
Таким образом, часть этого участка является годной, и, следовательно, повышается выход годного металла.
Образование пережимом деформированных поясков.5, отстоящих один от другого по длине слитка на расстояние В, равное ширине бойков для протяжки, и последующая протяжка до
образования гладкой поверхности заготовки с подачами на ширину бойков В обеспечивает в отличие от прототипа за счет формы образЬвавшихся
после пережима зон более благоприятные условия деформирования в местах действия на металл кромок бойков. В результате уменьшается количество поверхностных дефектов и их
глубина, что позволяет уменьшить величину припусков, а следовательно, увеличит выход годного металла.
Изобретение по сравнению с базовым объектом, в качестве которого
принят прототип, позволяет при ковке слитков увеличить коэффициент использования металла.
Формула изобретения
Способ ковки слитков, включающий пережимы слитка и протяжку его бойками, отли-чающийся тем, что, с целью увеличения коэффиЦиента использования металла, пережим производят по периметру слитка с образованием деформированных поясков, отстоящих один от другого по длине слитка на расстоянии, равном
ширине бойков для протяжки, при этом пережим ведут с границы между телом слитка и его поибыльной частью в донной части слитка, а протяжку осуществляют с подачами, соответствующими по величине ширине бойков.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 195843, кл. В 21 J I/O, 28.11.66. 2. Семенов Е. И., Ковка и объемная штамповка. М., Высшая школа 1972, с. 87-88 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки слитков | 1979 |
|
SU804155A1 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| СПОСОБ КОВКИ СЛИТКОВ | 1969 |
|
SU247014A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
Фе/г
