Известен способ ковки слитков, содержащий операции протяжки прибыльной части слитка и осадку слитка в сферических плитах.
Предложенный способ отличается от известного тем, что одновременно с протяжкой осуществляют обжнм участка слитка, прилегающего к прибыльной его частн для перемещения наружных слоев металла этого участка в прибыльную часть, что увеличивает выход годного и улучшает качество изделий.
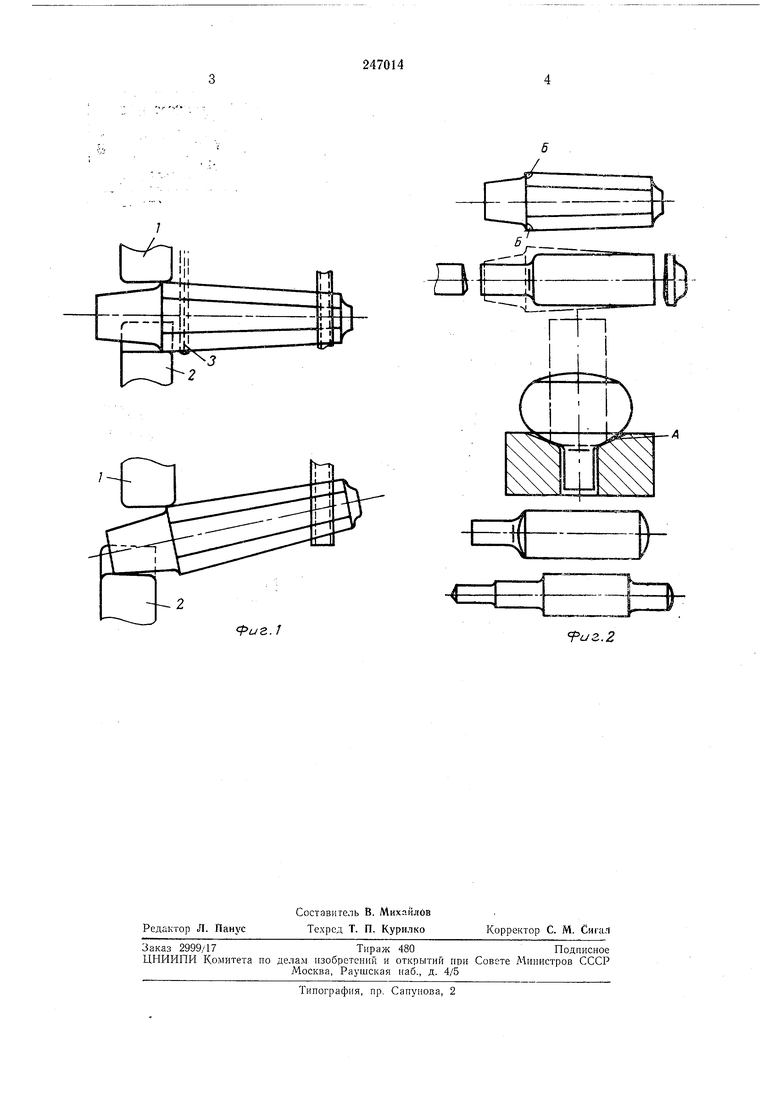
Па фиг. 1 показана схема ковки слитка при срыве углов корпуса слитка; на фиг. 2 - схема ковки слитков с сорванными углами.
Для рационального использования металла корпуса слитка, а также ликвидации кольцевых щлаковых включений необходимо осуществить срыв углов на переходах от корпуса слитка к прибыли, так как при осадке слитка с хвостовиком точка А перемещается вверх. При последующей ковке образуется по окружности кольцевая трещина, - вследствие чего часть металла корпуса слитка необходимо отрубать.
В случае сорванных углов участок Б слитка по периметру перемещается в хвостовик (цапфа). Подготовленный под осадку слиток плотно прилегает к плите и образование кольцевых трещин исключается.
Для срыва углов корпуса слитка небольгиого развеса применяются верхний плоский 1 и нижний вырезной 2 бойки с большими радиусами закруглений.
Обжатия по периметру части слитка, прилегающего к прибыли производят при малой подаче.
Вышедший из-под бойка слиток после каждого обжатия при помощи цепи 3, прикрепленной к траверсе пресса, подается на нижний боек при возвратном ходе траверсы. Срыв углов на слитке большего развеса производят при смещении бойков и установке слитка под углом к горизонтали.
При обжатии слитка цепь контовательного аппарата опускается и зсилие пресса на контователь не действует.
20Предмет изобретения
Способ ковки слитков, содержащий операции протяжки прибыльной части слитка и осадку слитка в сферических плитах, отличаю25 щчйся тем, что, с целью увеличения выхода годного и улучшения качества изделий, одновременно с протяжкой осуществляют участка слитка, прилегающего к прибыльной его части для перемещения нарул ных слоев
иг. 1
иг.2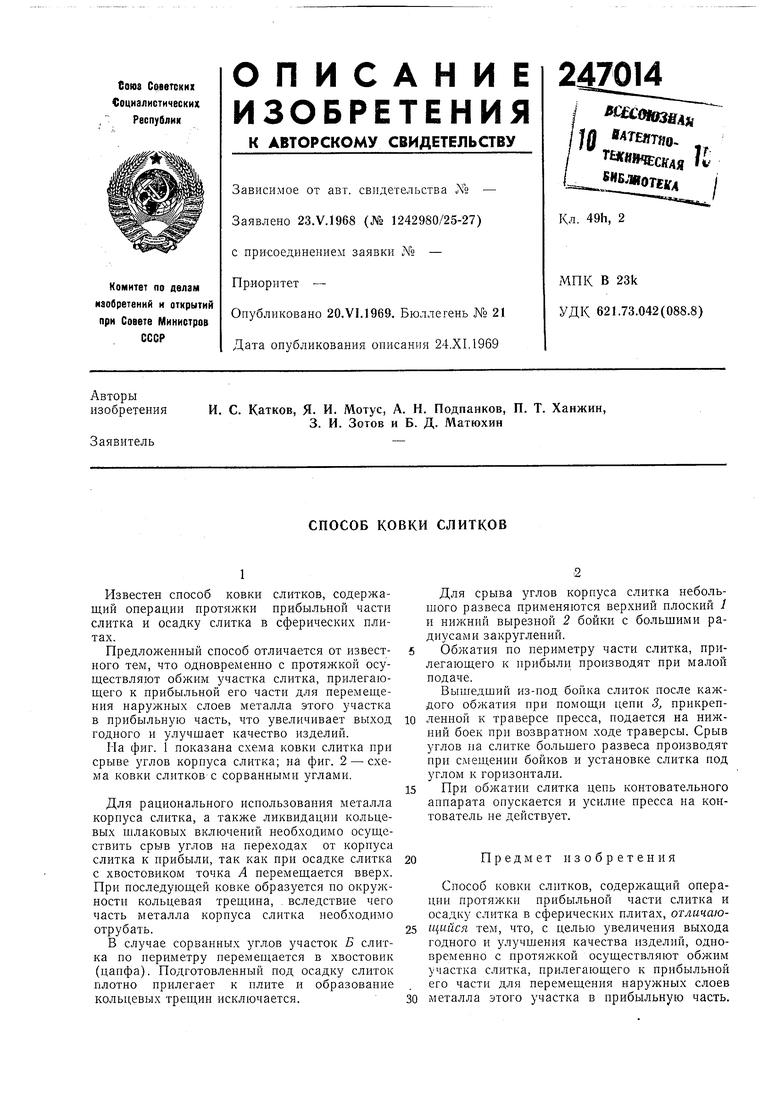
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ изготовления цилиндрических поковок | 1987 |
|
SU1442315A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Способ ковки слитков | 1981 |
|
SU956122A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |