(54) УСТРОЙСТВО ДЛЯ НАПЛАВКИ И ПРОПИТКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ | 1973 |
|
SU376459A1 |
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ЩЕЛОЧНО-ЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 2007 |
|
RU2339716C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ДЛЯТЕРМООБРАБОТКИ И ПРАВКИ ПРОКАТНЫХИЗДЕЛИЙ В ВАКУУМЕ1.9 | 1971 |
|
SU432207A1 |
| Способ получения углеграфитовых изделий и контейнер для размещения и обжига коксопековых заготовок | 1979 |
|
SU865789A1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
| ПРОМЫШЛЕННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ, МЕТАЛЛУРГИЧЕСКАЯ ПЛАВИЛЬНАЯ ЕМКОСТЬ И СПОСОБЫ ИХ ЭКСПЛУАТАЦИИ | 1998 |
|
RU2220392C2 |
| Устройство для прессования порошковых материалов | 1983 |
|
SU1121097A1 |
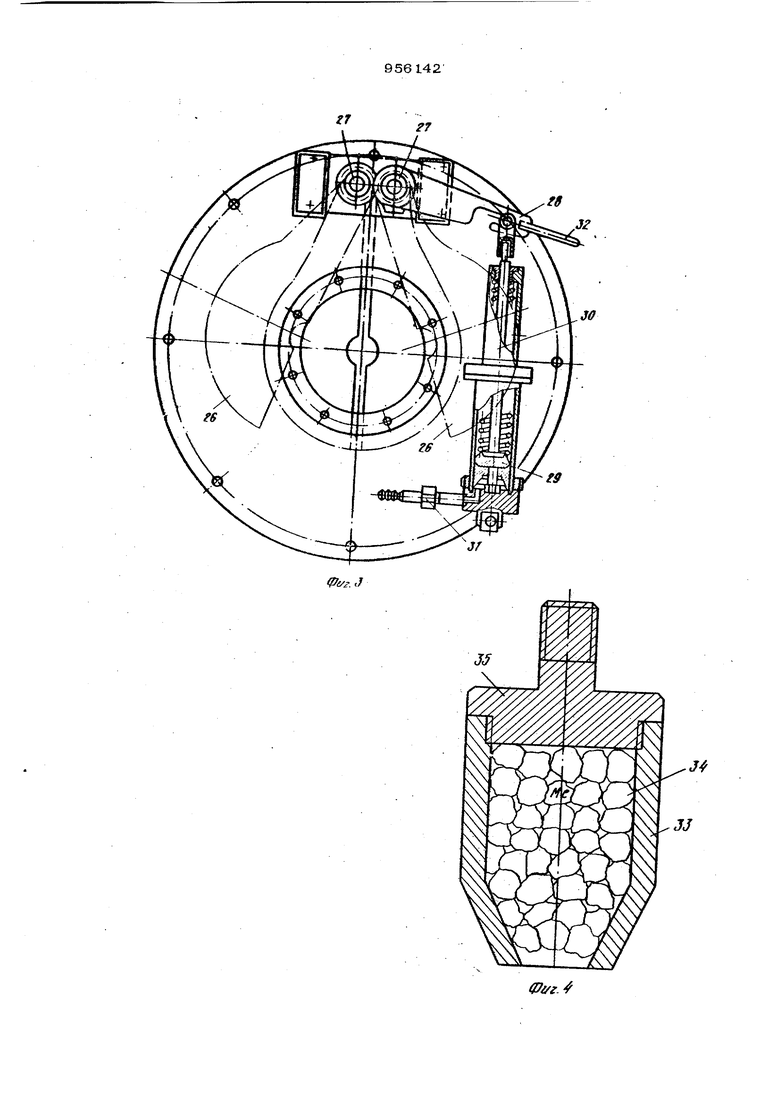

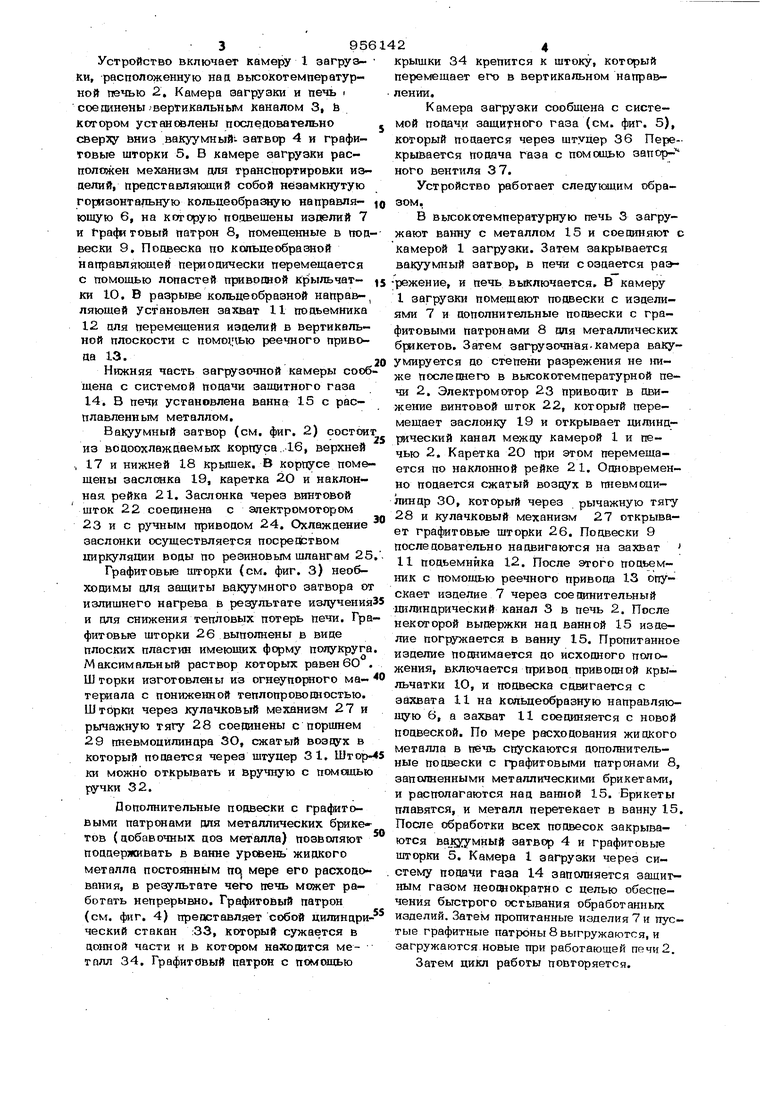
Изобрегет1е относится к высокотем- ,лературным установкам пля обработки изделий, в частности к установкам цяя наплавки и пропитки углеграфитовых изделий тугоплавкими металлами. . По основному авт. св. М« 526442 известно устройство оля наплавки и пропитки углеграфитовых изцелий тугоплавкими металлами, содержащее ванну для раоплавленного металла и расположенный на а ней механизм для транспортировки из№ли Этот механизм вьтолнен в виое горизонтальной кольцеобра 1ой направлякшей, на которой установлены подвески для изделий и привосиой крыльчатки, взаимо действук щей с подвесками. Кольцеобразная направляющая имеет участок, кинематически связанный с приводом для перемещения IB вертикальной плоскости. Однако при использовании этого устройства процесс пропитки периодически прерывается и малопроизводителен. Цель изобретения - увеличение прои вопительносги и улучшение качества изделий . Это достигается тем, что предложенное устройство снабжено пополнительными полвескаМи с графктовыкт патргаамн пля металлических брикетов (побавочных пов металла), усгеновпенными на горизонтальных кольцеобразных направпяюшпх, вакуумным затвором и графит(жыми шторками, размещеннымн послеоовательно межцу камерой загрузки и высокотемперату ЯоА печью, пртчем камера загрузки сообщена с системой пооачи защитного газа. Это обеспечивает высокую произвощ тельность и улучшает качество изделий. На фиг. 1 изображено описываемое устройство, обшив Bit0} на фиг. 2 вакуумный затвор; на фиг. 9 - графитовые шторки; на фиг. 4 - графитовый патрон для металлических брикетов - апбавочных доз металла; на фяг. 5 - система пооачтг защитного газа.
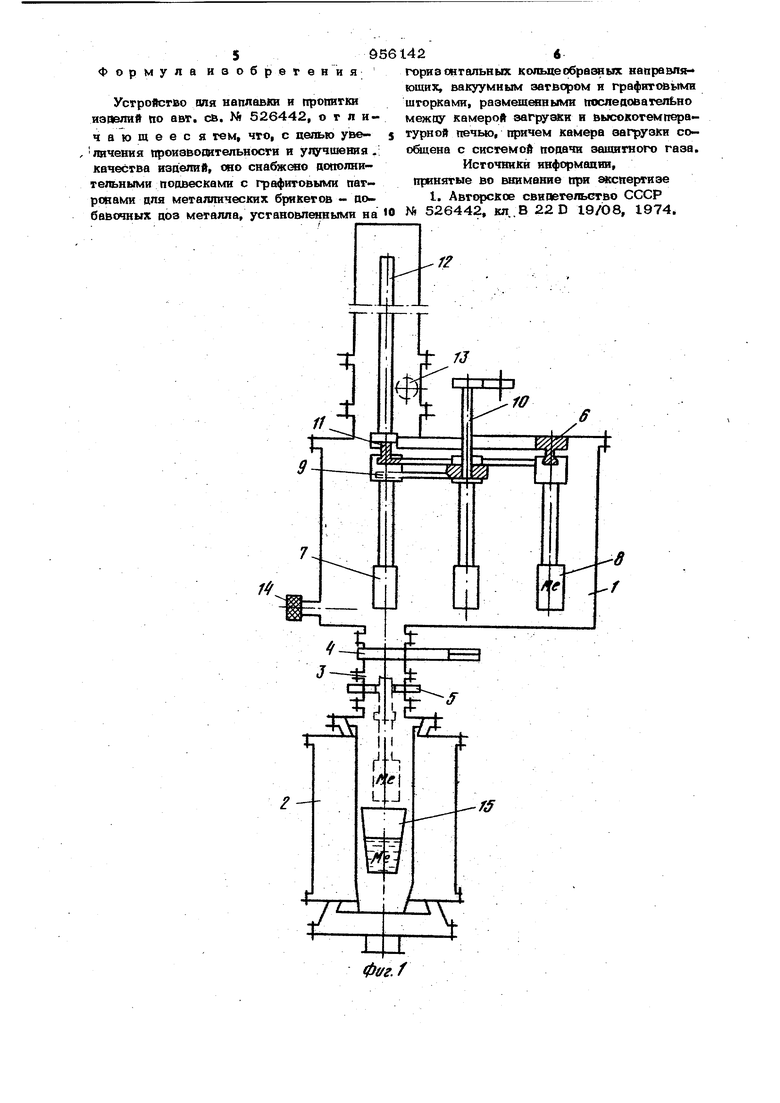
Устройство включает камеру I загруз- ки, -расположенную на а вьгсокотемператур- ной печью 2, Камера загрузки и печь i соединеныВертикальным каналом 3, и котором установлены последовательно сверху вниз вакуумный , затвор 4 и графитовые шторки 5, В камере загрузки расположен механизм для транспортировки изцелий, представляющий собой незамкнутую горизонтальную кольцеобразную направляюшую 6, на которую подвешены изделий 7 и Графи товый патрон 8, помещенные в подвески 9, Подвеска по кольцеобразной направляющей периодически перемещается с помощью лопастей приводной крыльчатки 10. В разрыве кольцеобразной направляющей установлен захват 11 подьемника 12 для переметцения изделий в вертикальной плоскости с помо1. реечного привода 13. Нижняя часть загрузочной камеры сооб щена с системой подачи защитного газа 14. В печи установлена ванна 15 с расплавленным металлом. Вакуумный затвор (см. фиг. 2) состоит из водоохлаждаемых корпуса ..16, верхней 17 и нижней 18 крышек. В корпусе помещены заслонка 19, каретка 2О и наклонная рейка 21. Заслонка через винтовой шток 22 соединена с электромотором „. 23 и с ручным приводом 24. Охлаждение заслонки осуществляется посредством циркуляции воды по резиновым шлангам 25 Графитовые шторки (см. фиг. З) необходимы для защиты вакуумного затвора от излишнего нагрева в результате издучения и для снижения тепловых потерь печи. Гра фитовью шторки 26 выполнены в виде плоских пластин имеющих форму полукруга Максимальный раствор которых равен 6О . Ш торки изготовлены из огнеупорного материала с пониженной теплопровориостью. Шторки через кулачковый механизм 27 и рычажную тягу 28 соединены с поршнем 29 пневмоцилиндра ЗО, сжатый воздух в который подается через штуцер 31. Штор ки можно открывать и Вручную с помсяцью ручки 32. Дополнительные подвески с графитовыми патронами для металлических брике -I тов (добавочных доз металла) позволяют поддерживать в ванне уровень жидкого металла постоянным по мере его расходования, в ре льтате чего печь может работать непрерышю. ГрафитоЬый патрон (см. фиг. 4) представляет собой цилиндрический стакан :33, который сужается в донной части и в котором находится метплл 34. Графитовый патрон с помощью
крышки 34 крепится к штоку, который перемещает его в вертикальном направлении.
Камера загрузки сообщена с системой поДачи защитного газа (см. фиг. 5), который подается через штуцер 36 Перекрывается подача газа с помощью запор- ного вентиля 37.
Устройство работает слецукяцим образом. В вьгсокотемпературную печь 3 загру жают ванну с металлом 15 и соединяют с камерой I загрузки. Затем закрывается вакуумный затвор, в печи с оздается ра режение, и печь выключается. В камеру I загрузки помещают подвески с изделиями 7 и дополнительные подвески с графитовыми патронами 8 для металлических брикетов. Затем загрузочная камера вакуумируется до степени разрежения не ниже последнего в вьюокотемпературной печи 2. Электромотор 23 приводит в движение винтовой шток 22, который перемещает заслонку 19 и открывает цилиндрический канал между камерой 1 и печью 2. Каретка 20 при этом перемещается по наклонной рейка 2 1. Ошювременно подается сжатый воздух в пневмоцилиндр 30, который через рычажную тягу 2S и кулачковый механизм 27 открывает графитовые шторки 26. Подвески 9 последовательно надвигаются на захват 11 подъемника 12. После этого подъемник с помощью реечного привода 13 опускает изделие 7 через соединительный цилиндрический канал 3 в печь 2. После некоторой выдержки над ванной 15 изделие погружается в ванну 15. Пропитанное изделие поднимается до исходного положения, включается привод приводной крыльчатки Ю, и подвеска сдвигается с захвата 11 на кольцеобразную направляющую 6, а захват 11 соединяется с новой подвеской. По мере расходования жидкого металла в печь спускаются дополнитель „одвески с графитовыми патронами 8, заполненными металлическими брикетами, и располагаются над ванной 15. Брикеты плавятся, и металл перетекает в ванну 15. После обработки всех подвесок закрыва- - -«iini ijvrfv. ЭПЛиЫО13 ются вакуумный затвор 4 и графитовые шторки 5. Камера 1 загрузки через систему додачи газа 14 заполняется защитным газом неодаократно с целью обеспечения быстрого остывания обработанных изделий. Затем пропитанные изделия 7 и пустые графитные патроны 8 выгружаются, и загружаются Новые при работающей печи 2. Затем цикл работы повторяется. Формула изобрегени УстроАсг&о опя наплавки и пропитки иапелий по авт. сВ. Ni 526442, отли чающееся тем, что, с целью увеличения проиавооктельности и улучшения качества изцелий, оно снабжено дополнительными подвесками с графитовыми патронами для металлических брикетов - добавочных доз металла, установлш{ными на 426 горизонтальных кольцеобразных направл$ь юших, вакуумным затвором и графитовь1ми шторками, размешенными последовательно межоу камерой и высокотемпературной печью, причем камера загрузки соо&цена с системой подачи защитного газа. Источники информации, принятые во внимание при жспертизе I. Авторское свиоетельство СССР Н 526442, кл. В 22 D 19/О8, 1974
2tt
f8
f9
J/Фаг.
