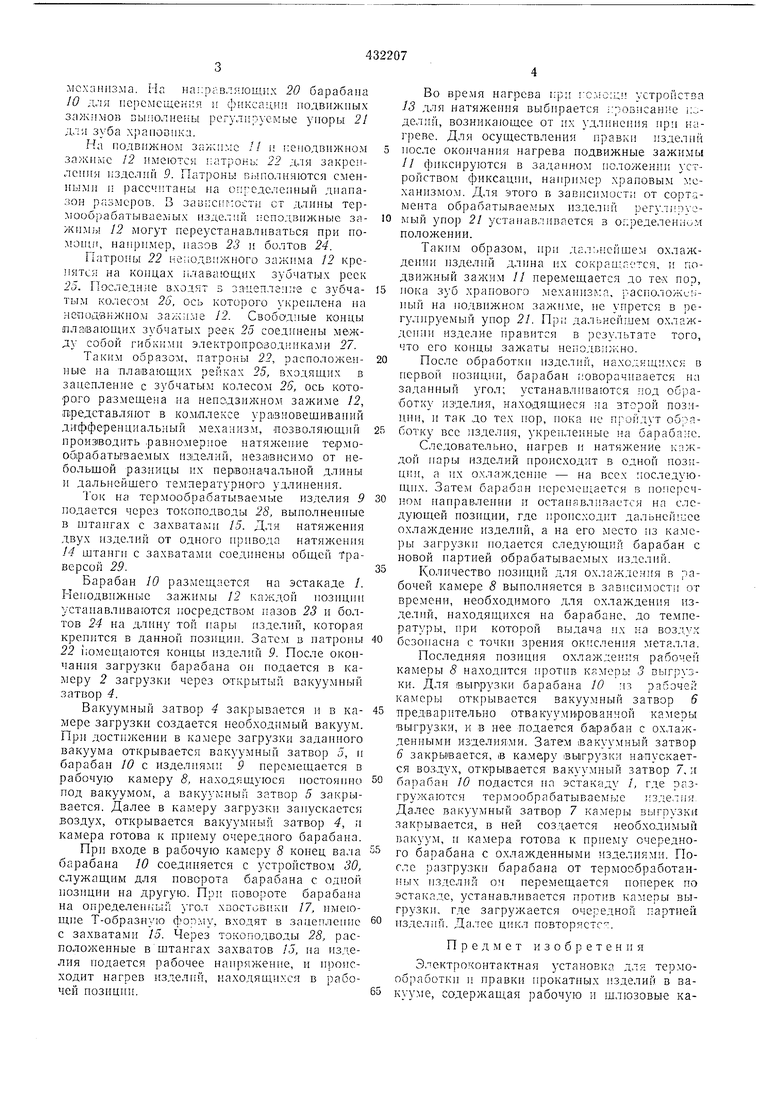
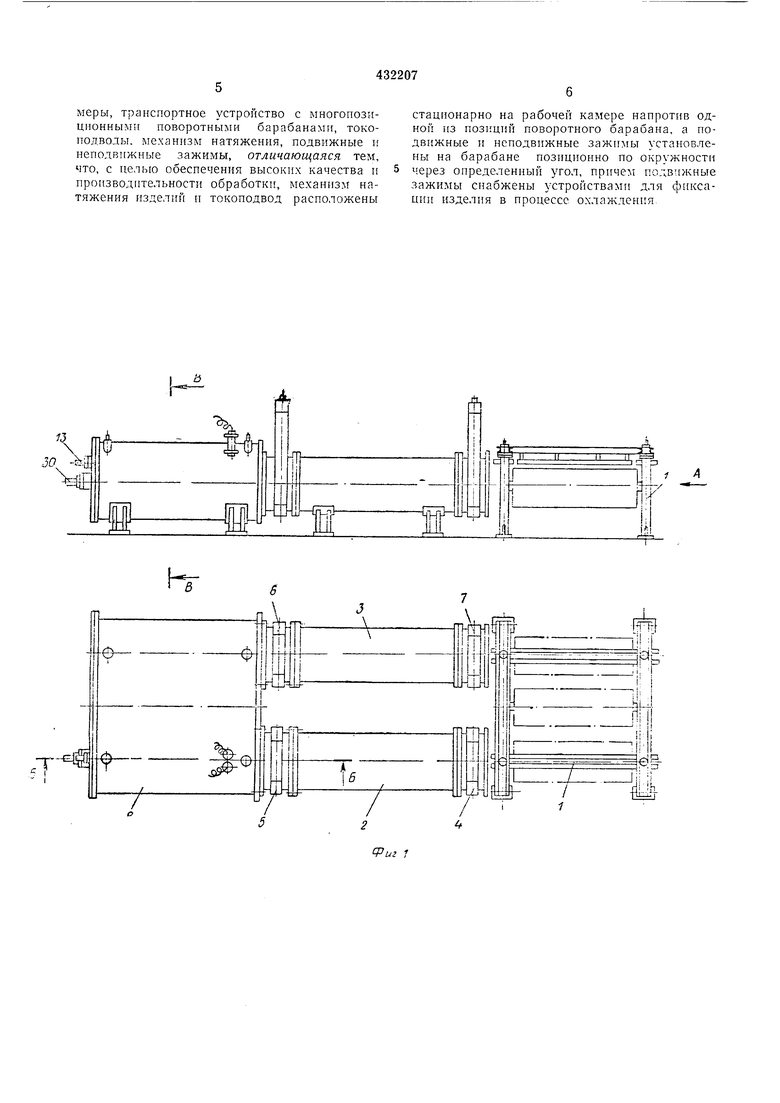
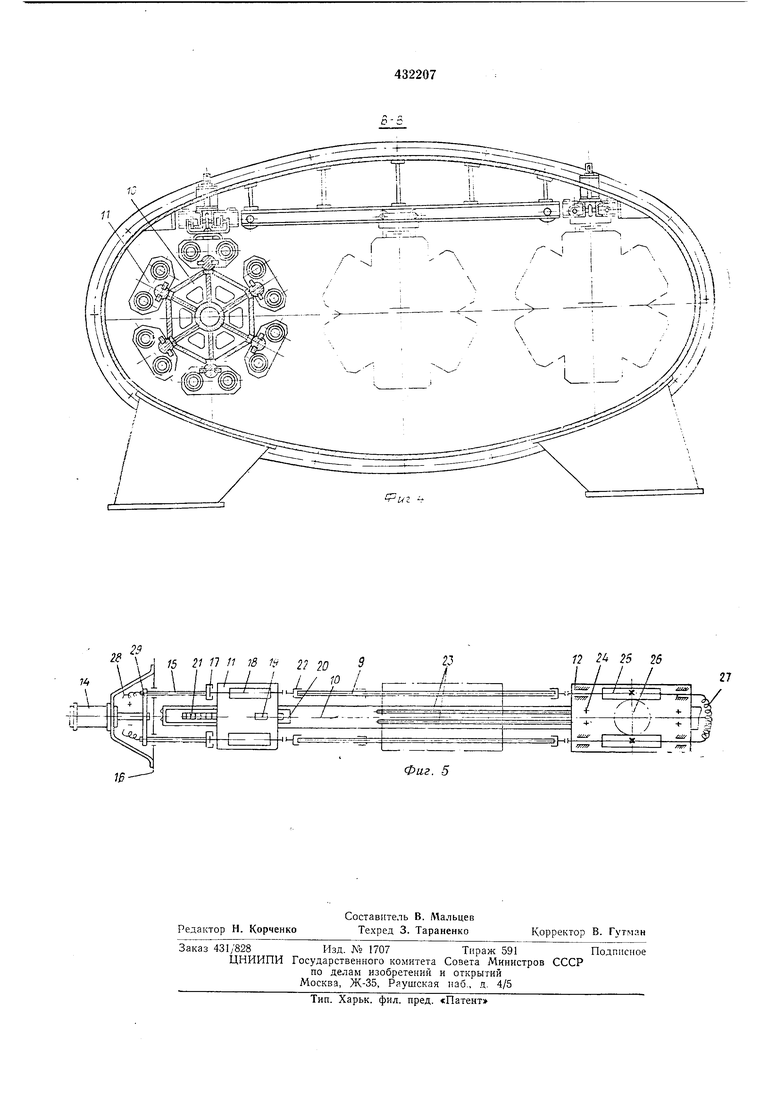
Изобретение может быть применено в черной и цветной металлургии для термообработки и правки прокатных изделий (например труб) преимущественно из легкоокисляющихся и тугоплавких металлов в вакууме или среде защитного газа. Известна электроконтактная установка, содержащая рабочую и шлюзовые камеры, транспортное устройство с многопозиционными поворотными барабанами, токоподводы, механизм натяжения и подвижные и неподвижные зажимы. Недостатками известной установки являются низкие качество обработки и производительность. Цель изобретения - обеспечение высоких качества л ироизводительности обработки. Это достигается тем, что механизм натяжения изделий и токоподводы расположены стационарно на рабочей камере напротив одной из позиций поворотного барабана, а подвижные и неподвижные зажимы установлены на барабане позиционло по окружности через определеиный угол, причем подвижные зажимы снабжены устройствами для фиксации изделия в процессе охлаждения. На . 1 показана предлагаемая установка; на фиг. 2 - то же, вид по стрелке А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 1; на . 4 - то же, разрез по В-В на фиг. I; на фиг. 5 - одна позиция барабана, вид сверху. Установка содержит эстакаду /, расположенную у торца камер 2 п 3 загрузки и выгрузки. Камеры оборудованы вакуумным 1 затворами 4-7. Камеры загрузки и BbirpysKii через вакуумные затворы 5 и 5 соединены с рабочей камерой 8. На камерах загрузки и выгрузки, а также на рабочей камере имеются патрубки для подсоединения вакуумных насосов. Для крепления и транспортировки по установке термообрабатываемых изделий 9 служит поворотный барабан 10, на концах которого по окружности позиционно установлены подвижный зажим //и неиодвижный зажим 12 для зажатия концов изделий. Позиция, на которой происходит нагрев п натяжение термообрабатываемых изделий п рабочей камере 8, включает устройство 13 для натяжения. Последнее состоит из привода натяжения 14 (например гидроцилиндра) и тяг с захватами /5 (захваты условно показаны повернутыми на 90°), укрепленных на торцовой стенке 16 рабочей камеры 8. Хвостовпки /7, укрепленные на корпусе 18 подвижного зажима //, в рабочем иоложении находятся в зацеплении с захватами /5. Подвижный зажим оборудован рукояткой /р д,я вывода из зацепления зуба храпового
механизма. На на;:равлкющ,их 20 барабана 0 для перемещения и фиксации подвижных зажимов пыполненьЕ регулируемые упоры 21 дли зуба .ра11001и а.
На подвижном .Me // и :еполвижном зажиме 12 имеются патронь: 22 для закрепления 1;3дел п 1 9. Патроны в лиолняютея сменными и раесчитаны па определенный днапазон размеров. В завпсиг-юсти ст длины термооб|;абатываемых изделий 1:епо; вижные заЖ11,п 12 могут переуетанавлпватьея при поMonut, например, пазов 23 и болтов 24.
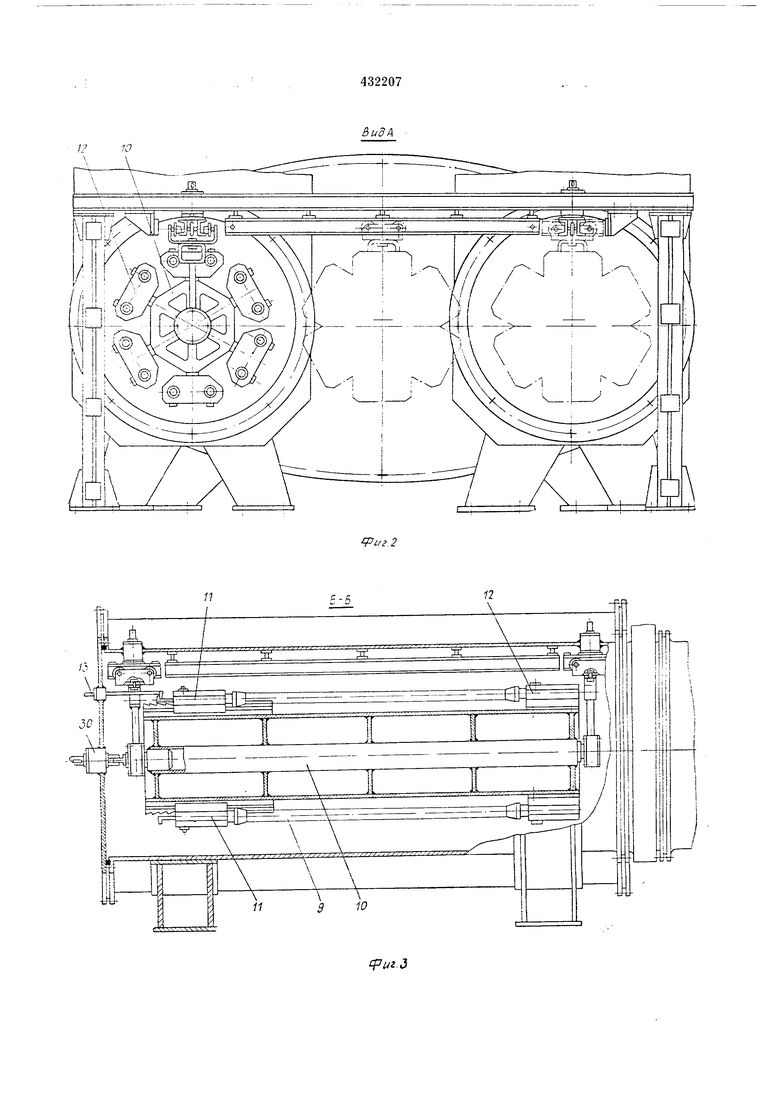
ПатрО ы 22 не;;одвижпого зажима 12 крепятся на концах плавающих зубчатых реек 25. Последние входят з зацеплг:1;ге с зубчатым KO.iecoM 26, ось которого укреплена на неподвижном зажиме 12. Свободные концы пла1вающих зубчатых реек 25 соединены между собой гибкими электропр0|3одииками 27.
Таким образов, иатроны 22, расиоложеииые на плавающих рейках 25, входящих в зацепление с зубчатым колесом 26, ось которого размещена на ненодзижном зажиме 12, гаредставляют в ком/плексе уравновещивапий дифференциальный механизм, позволяющий производить равномерное натяжение термообрабатьгваемых изцелий, независимо от небольшой разницы их пергво-начальной длины и дальиейшего темдературиого удлииения.
Ток на термообрабатываемые изделия 9 подается через токоиодводы 28, вынолненные в штангах с захватамн 15. Для натяжения двух изделий от одного привода натяжения 14 штанги с захватами соединены общей траверсой 29.
Барабан W размещается на эстакаде /. Кеиодвижные зажимы 12 каждой позиции устанавливаются посредством пазов 23 и болтов 24 на длину той пары изделий, которая крепится в данной . Затем в натропы 22 помепитются концы пзделий 9. После окончания загрузки барабана он подается в камеру 2 загрузки через открытый вакуумный затвор 4.
Вакуумный затвор 4 закрывается и в камере загрузки создается необходимый вакуум. При достиукении в камере загрузки заданного вакуума открывается вакуумньп затвор 5, и барабан 10 с изделнями 9 иеремещается в рабочую камеру 8, находящуюся постоянно под вакуумом, а вакуумный затвор 5 закрывается. Далее в камеру загрузки запускается воздух, открывается вакуумный затвор 4, и камера готова к приему очередного барабана.
При входе в рабочую камеру 5 конец вала барабана 10 соединяется с устройством 30, служащим для поворота барабана с одной позиции на другую. При повороте барабана на онределен(;ый угол хзостовпкн 17, имеющие Т-образную фопму, входят в зацепление с захватами /5. Через токоподводы 28, расположенные в штангах захватов 13, на пзделня подается рабочее напряжение, и пропсходит нагрев издел 1Й, находящихся в рабочей позиции.
Во время нагрева при гс:.0:ци устройства 13 для натяжения выбирается гровисание к.:.делий, возникающее от их удлинения ири кагреве. Для осуществления правки изделий после окончания нагрева нодвижные зажимы и фиксируются в заданном положении устройством фиксации, напрпл ер храповым механизмом. Для этого в зависимости от сортамента обрабатываемых изделий регул1 р омый упор 21 устанав; ивается в определепиом положении.
Таким образом, ири дальнейшем охлаждении пзделпй длина их сокраш,астся, и подвижный зажим // перемещается до те-х иор, 1юка зуб храиового механизма, расположинпый на подвижном зажиме, не упрется в регулируемый упор 21. npi; дальнейшем охлаждеини изделие правится в результате того, что его концы зажаты немодвиячно.
После обработкн изделий, находящихся в первой позиции, барабан поворачивается на заданный угол; устанавливаются под обработку изделля, находящиеся на второй позиции, и так до тех пор, пока пе пройдут обработку все изделия, укреиленные на барабане.
Следовательно, нагрев и натяжение 1;пждой пары изделий происходит в одной позиции, а их охлаждение - на всех последующих. Затем барабан перемеи ается в поперечном направлении и остапйвлипается на следующей позиции, где происходит дaлbнeйпJee охлаждение изделий, а на его место из камеры загрузки иодается следующий барабан с новой иартией обрабатываемых изделий.
Количество иознций для охлаждения в рабочей камере 8 выполняется в зависимости от времени, необходимого для охлаждения издел1Н1, находящихся на барабане, до температуры, ири которой выдача их на воздух безопасна с точки зрения окислення металла.
Последняя позиция охлаждешья рабочей камеры 8 находнтся против камеры 3 выгрузки. Для выгрузки барабана 10 из рабочей камеры открывается вакуумный затвор 6 предварительно отвакуумированной камеры выгруз.ки, и в нее подается барабан с охлажденными изделиями. Затем вакуумный затвор 6 закрывается, в ка.меру выгрузки на пускается воздух, открывается вакуумный затвор 7, и барабан 10 подается на эстакаду /, где разгружаются термообрабатываемые ;зделпя Далее вакуумный затвор 7 камеры выгрузки закрывается, в ней создается необходимый вакуум, и камера готова к приему очередного барабана с охлажденными изделиями. После разгрузки барабана от термообработан -:ых изделий перемещается поперек по эстакаде, устанавливается против камеры выгрузки, где загружается очередной партией нздел п. Далее цикл повторяете.
Предмет изобретения
Электроконтактная установка для термообработки и правки прокатных пзделий в вакууме, содержащая рабочую и шлюзовые камеры, транспортное устройство с многопознционнымн поворотными барабанам, токоподволы. механизм натяжения, подвижные и неподвижные зажимы, отличающаяся тем, что, с целью обеспечения высоких качества и производительности обработки, механизм натяжения изделии и токоподвод расположены
стационарно на рабочей камере напротив одной из позиций поворотного барабана, а подвижные и неподвижные зажимы установлены на барабане позициоино по окружности через определенный угол, причем подвижные зажимы снабжены устройствами для фиксации изделия в процессе охлаждения
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ПРЯМОГО НАГРЕВА ДЛЯ ТЕРМООБРАБОТКИ ПРОКАТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU194871A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Установка для препарирования тел накала ламп накаливания | 1977 |
|
SU729696A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1970 |
|
SU285944A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ДЛЯ НАГРЕВА | 1970 |
|
SU261430A1 |
| АГРЕГАТ ДЛЯ ЗАКАЛКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU330203A1 |
| Установка для струйно-циркуляционной химической обработки изделий | 1984 |
|
SU1233537A1 |
| ТЕРМОРАДИАЦИОННАЯ СУШИЛКАДЛЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙНА ШТУЧНЫХ ИЗДЕЛИЯХ | 1972 |
|
SU432014A1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛУПРОВОДНИКОВЫХПРИБОРОВ | 1971 |
|
SU306513A1 |
А f f / / 2U 25 26 I I , /
