(54) СПОСОБ КОНТРОЛЯ ИЗНОСА ИНСТРУМЕНТА ПРИ ТОКАРНОЙ ОБРАБОТКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения износа инструмента | 1982 |
|
SU1046025A1 |
| Способ контроля износа режущего инструмента токарного станка в процессе обработки детали | 2017 |
|
RU2680632C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Устройство контроля процесса резания | 1986 |
|
SU1371787A1 |
| Способ контроля процесса резанияпРи ТОКАРНОй ОбРАбОТКЕ | 1979 |
|
SU793721A1 |
| Способ оптимизации процесса резания | 1987 |
|
SU1414567A1 |
| Способ контроля состояния режущего инструмента | 1989 |
|
SU1748995A1 |
| Устройство для измерения скорости износа режущего инструмента | 1984 |
|
SU1188581A1 |
| Способ регулирования режимов резания | 1977 |
|
SU618258A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
1
Изобретение относится к области металлообработки на токарных станках и предназначено для определения величины износа режущего инструмента, а также для управления процессом резания и контроля.
Известны способы контроля износа инструмента при токарной обработке, при которых в теле инструмента располагают датчики взаимно перпендикулярно друг другу в трех плоскостях, две из которых перпендикулярны оси вращения детали, регистрируют амплитуды действующих сил по отношению к третьей, выбранной в качестве эталонной, и определяют разность между этими измерениями 1.
Недостатком таких способов является отсутствие контроля износа инструмента в процессе обработки.
Целью изобретения является повышение точности контроля износа режущего инструмента.
Поставленная цель достигается тем, что по предложенному способу формируют временной интервал измерения разности на первом временном интервале, сравнивают со значениями на последующих временных интервалах и по величине отклонения значения разностей определяют степень износа инструмента.
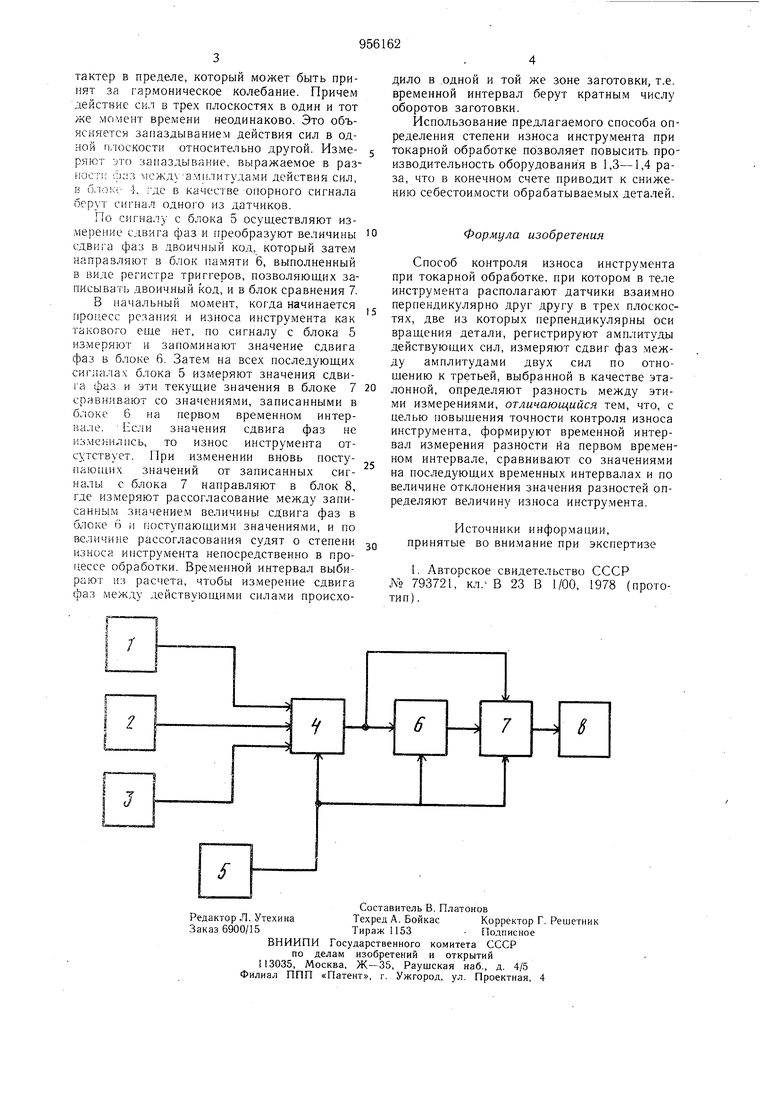
На чертеже показана структурная схема устройства, реализующего предлагаемый способ.
При токарной обработке датчики 1-3 устанавливают в теле инструмента взаимно перпендикулярно и измеряют силы / , Ри и Яг - соответственно.
В качестве датчиков могут быть использованы акселерометры или другие датчики.
10 позволяющие измерить внутренние напряжения, возникающие в резце под действием сил РХ., PIJ и .
Сигналы поступают с датчиков в блок измерения сдвига фаз 4, куда поступают curis налы с блока формирования временного интервала 5. Сигналы с блока 5 поступают на блок памяти 6 и блок сравнения 7, откуда сигнал идет на блок измерения разности значений 8.
В процессе резания датчики I - 3 вос20принимают действие сил резаш я. а тгккже как резец в процессе резания совершаег колебания в результате действия этих сил, то на выходе датчиков сигнал, хг.рактернзующий действие сил, имеет колеб; тельный x;i
