1
Изобретение относится к области технологии инструментального производства биметаллического режущего инструмента.
Известен способ изготовления дисковых пил, при котором изготавливают из листовой стали (быстрорежущей) венец, а из конструкционной стали ступицу и соединяют их электродуговой сваркой ij .
Способ обеспечивает изготовление дисковых пил, имеющих разное с цельными количество переточек.
Недостатком способа является низкая производительность.
Ограничение применяемости этого способа по толщине дисковых пил объясняется тем, что для осуществления его необходима двухсторонняя разделка фасок и сварка двумя кольцевыми швами. При толщине дисковых пил менее 10 мм этот способ сопровождается недопустимым короблением пил, которое не устраняется рихтовкой или
Требует больших .трудозатрат на рихтовку. Низкая производительность способа объясняется необходимостью сварки двух кольцевых швов с обеих сторон дисковой пилы.
Целью изобретения является повышение производительности изготовления биметаллических дисковых пил.
Поставленная цель достигается тем, что по предложенному способу ступи-
10 цу выполняют с меньшим наружным диаметром, чем внутренний диаметр венца на величину 2,Ц-3,2 толщины венца, располагают их концентрично с зазором на поверхности электропроводного
15 плоского диска, на котором выполнена кольцевая канавка, противолежащая зазору между венцом и ступицей симметрично относительно зазора, а дно канавки выполнено в виде параболы,
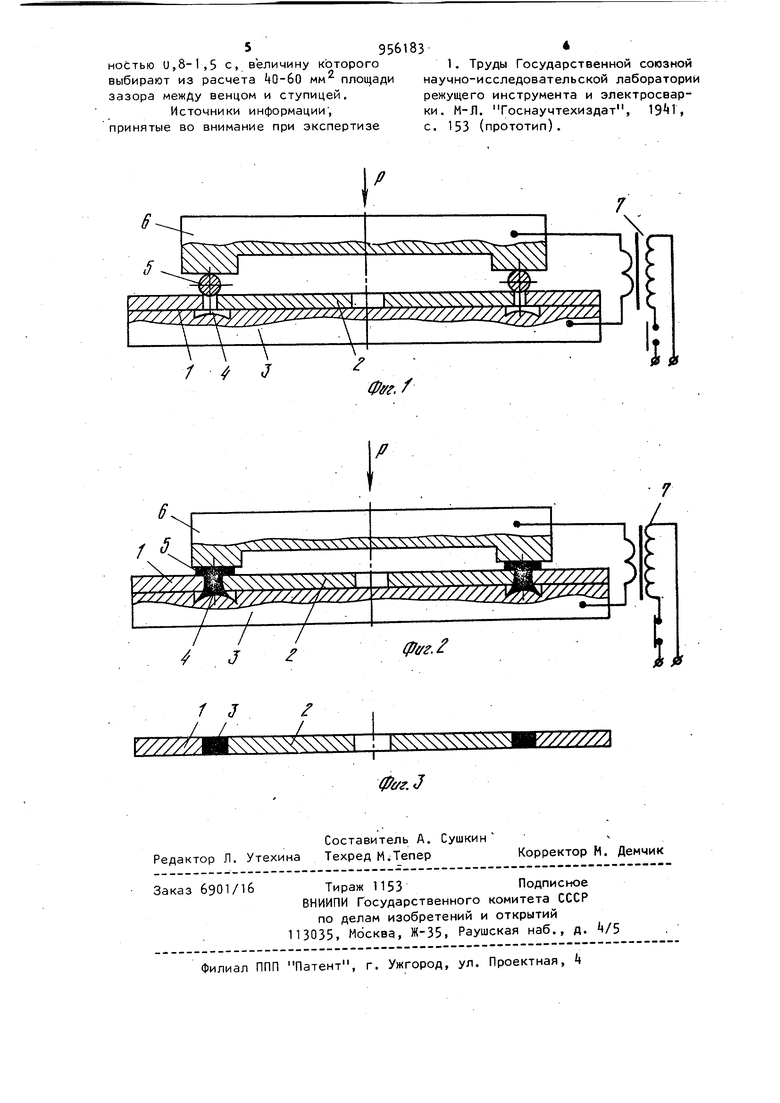
20 выпуклостью обращенной к зазору. Соединение венца со ступицей осуществляют с помощью промежуточного элемента из конструкционной стали имеющего вид кольца, диаметр по центрам поперечного сечения которого равен наружному диаметру ступицы плюс шир на зазора. Промежуточный элемент ра мещают над зазором, прижимают к кро кам венца -и ступицы пуансоном из электропроводного материала с силой величину которой выбирают из расчет 1,1-1,2 кг/мм площади зазора между венцом и ступицей, а к основанию и пуансону подводят импульс тока длительностью 0,8-1,5. с, величину кот рого выбирают из расчета 40-60 мм площади зазора между венцом и ступи цей. На фиг. 1 показано состояние перед включением импульса тока; на фиг. 2 - состояние после прохождени импульса тока; на фиг. 3 - биметалл ческая дисковая пила после механической обработки боковых поверхно.стей. На фиг. обозначены венец 1 из быстрорежущей стали, ступицы 2 из конструкционной стали, электропроводный диск 3, канавка k на поверхности электропроводного диска, промежуточный элемент 5 пуансон 6 и сварочный трансформатор 7. Способ осуществляют следующим об разом. Венец 1 ступицы устанавливают ко центрично на поверхность электропро водного диска 3 промежуточный элемент 5 размещают над зазором между венцом и ступицей, прижимают электропроводным пуансоном 6 и включают импульс тока. В результате местного разогрева кромок венца и ступицы и всего ме.талла вследствие пластической деформации выполняют зазор между венцом и ступицей при локальной деформации их кромок, а соприкасаясь с выпуклым дном, канавку основания выдавливают в зазоре между ним и нижними углами кромок венца И ступицы. Последнее необходимо для удаления за пределы зоны соединения окисных пленок, перемещаемых деформирующимися металлами. Это является обязательным условием образования металлической связи металлов при их совместной деформации в пластичном состоянии. В результате венец дисковой пилы .из быстрорежущей стали и ее ступицу из конструкционной стали соединяют с образованием металлической связи между ними и промежуточным элементом Машинное время для изготовления од, ной дисковой пилы составляет 1-2 с, т.е. на 2, порядка меньше, чем при использовании способа-прототипа. Способ позволяет изготовить дисковые пилы сколь угодно малых толщин. Предложенным способом были изготовлены биметаллические дисковые пилы. Венец из быстрорежущей стали РбМ5 имел наружный диаметр 1100 мм, внутренний диаметр 70 мм. Ступица из стали 50ХФА имела наружный диаметр 6.1 мм, внутренний диаметр 20 мм. Диаметр кольца (промежуточного элемента равнялся 65 мм, диаметр его полученного сечения равнялся мм). Усилие, прилагаемое к пуансону, равнялось 2100 кгс, длительность импульса тока - 1,5 с, ток - 30 Ка. Таким образом, предложенный способ позволяет повысить производитель ность изготовления биметаллических дисковых пил. Формула изобретения Способ изготовления биметаллических дисковых пил, по которому изготавливают венец из быстрорежущей стали, ступицу из конструкционной стали и соединяют их между собой, отличающийся тем, что, с целью повышения производительности изготовления, ступицу выполняют с меньшим наружным диаметром, чем внутренний дйаметрвенца на величину 2,k3,2 толщины венца, располагают их, концентрично с зазором на поверхности электропроводного плоского диска, на котором выполнена кольцевая канавка, противолежащая зазору между венцом и ступицей симметрично относительно зазора, а дно канавки выполняют в виде параболы, выпусклостью обращенной к зазору, соединение венца Со ступицей осуществляют с помощью промежуточного элемента из конструкционной стали, имеющего вид кольца, диаметр по центрам поперечного сечения, которого равен наружному диаметру ступицы плюс ширина зазора, промежуточный элемент размещают над зазором, прижимают к кромкам венца и ступицы пуансоном из электропроводного материала с силой, величину которой выбирают из расчета 1,1 1-2 кг/мм площади зазора между венцом и ступицей, а к основанию и пуансону подводят импульс тока длитель5956183
ностью и,8-1,5 с, величину которого 1. Труды Государственной союзной выбирают из расчета 40-60 мм площади научно-исследовательской лаборатории зазора между венцом и ступицей, режущего инструмента и электросварИсточники информации-, ки. М-Л. Госнаучтехиздат, Э, принятые во внимание при экспертизе с, 153 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВАЯ ФРЕЗА | 1991 |
|
RU2022726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления биметаллического инструмента | 1980 |
|
SU921715A1 |
| Способ изготовления биметаллических машинных ножовочных полотен | 1980 |
|
SU921751A1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| Способ изготовления биметаллических заготовок | 1981 |
|
SU967727A1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ РЕЗКИ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2629573C2 |
