Изобретение относится к порошковой металлургии, в частности к изготовлению режущего инструмента дисковых фрез.
Известен способ получения прутков из порошка быстрорежущей стали, а затем инструмента из прутков, сущность которого заключается в том, что порошок быстрорежущей стали помещают в вакуумированный контейнер (масса до двух тонн), контейнер с порошком нагревают в газостате до Т 1150 1200oC и подвергают газостатическому давлению, затем ковке и прокатке или экструзии на пруток. (Осадчий А. Н. Ревякин С. В. и др. Производство порошковой быстрорежущей стали на заводе Днепроспецсталь. Сталь, 1981, N 4). При этом достигают максимально возможных значений эксплуатационных свойств быстрорежущей стали за счет высокой степени дисперсности и равномерного распределения карбидной фазы, соответствующей текстуры, минимального содержания кислорода, а также других факторов, в том числе и за счет высокой степени пластической деформации, в результате которой исключается пористость и полностью завершается процесс сращивания.
К недостаткам способа относятся следующие:
потребность в импортном оборудовании;
высокие затраты на передел порошка в компактную сталь (по ценам 1989 года стоимость передела тонны порошка в пруток в зависимости от химического состава стали составляет 2979 6675 руб.
невозможность получения штучных биметаллических заготовок массой сотни граммов непосредственно из порошка;
контейнер при выполнении технологического процесса не преобразуется в элемент заготовки или изделия, а удаляется на токарном станке.
Известны различные способы получения пористых спеченных заготовок из порошка быстрорежущей стали спекание с применением связки, которая возгоняется после начала процесса спекания (авт. св. СССР N 424658) или более дешевый способ спекания в дисперсной инертной засыпке брикета на возгоняемой при температурах меньше температур спекания связке (авт. св. СССР 1382588). Оба эти способа не предусматривают получение биметаллических заготовок.
Известен способ уплотнения пористых заготовок плоских изделий (авт. св. СССР N 1369873, кл. B 22 F 3/02 30.01.88), заключающийся в доуплотнении заготовки по двум группам смежных мелких участков после предварительного уплотнения по всей поверхности, что обеспечивает боковое перемещение материала и достижение более высокой средней плотности и исключение явления "переуплотнения" на отдельных участках.
Недостатками способа являются малая степень деформации в процессе горячего уплотнения и контакт горячего материала с холодной поверхностью давящего инструмента. Кроме того, способ не предполагает получение биметаллических изделий.
Наиболее близким к изобретению по достижимой степени деформации является способ получения дисковых фрез торцовой прокаткой цилиндрических заготовок из проката слитков быстрорежущей стали ( Войцехвоский В. А. Наговицын В. В. Производство дисковых фрез методом торцовой прокатки. КШП, 1986, N 3). Сущность процесса заключается в том, что на торец вращающейся цилиндрической горячей заготовки быстрорежущей стали торцом, выполненным в виде тупого конуса, давит вращающийся ролик, непрерывно осаживая цилиндрическую заготовку, превращая ее в заготовку в форме диска, в которой возникает текстура, обеспечивающая необходимые эксплуатационные свойства.
Недостатком способа является необходимость изготовления специального оборудования, что ограничивает его применение только в массовом производстве. При этом отсутствуют данные о получении описанным способом компактных изделий из пористых или компактных порошковых заготовок (в способе не локализуется растягивающие напряжения), используется сталь, не прошедшая порошковый предел.
Цель изобретения уменьшение расхода быстрорежущей стали и стоимости изготовления фрез.
Цель достигается тем, что пористую кольцевую биметаллическую заготовку уплотняют по высоте до пористости 1 3% Затем пакет уплотненных заготовок деформируют осадкой, осуществляя течение материала к центру, а пористые заготовки получают помещая с минимальным зазором пористое кольцо из порошковой быстрорежущей стали в открытый кольцевой контейнер с превышением пористого кольца над стенками контейнера или спеканием порошка быстрорежущей стали в открытом кольцевом контейнере из конструкционной стали.
Существенными отличительными признаками предлагаемого изобретения являются:
применение кольцевого контейнера, который выполняет три функции:
а) формы, фиксирующей расчетные размеры и конфигурацию ПБС при его спекании;
б) материалы для образования кольцевых элементов заготовки фрезы из низколегированной стали;
в) технологического элемента, исключающего контакт пористой заготовки из ПБС (порошка быстрорежущей стали) с охлаждающей поверхностью пресс-формы после загрузки сборки в пресс-форму;
способ получения тонких заготовок полусвободной осадкой пакета с получением точного наружного диаметра заготовки;
осуществление процесса деформации при свободном течении материала от периферии к центру в условиях всестороннего сжатия;
осуществление процесса получения тонких дисков при больших степенях деформации на универсальном кузнечном оборудовании гидравлических и механических прессах.
Максимально возможные свойства порошковых материалов в прочих равных условиях обуславливаются степенью деформации, определяющей завершенность процесса сращивания. (Дорофеев В. Д. Теоретические основы повышения качества порошковых материалов, получаемых горячей штамповкой. Докторская диссертация. Новочеркасск, 1990).
Предлагаемая в изобретении технология процесса обеспечивает высокую степень деформации. Элементами новизны изобретения являются:
применение контейнера для образования кольцевого элемента фрезы из конструкционной стали;
способ получения тонких заготовок полусвободной осадкой пакета с получением точного наружного диаметра заготовки;
осуществление процесса деформации при свободном течении материала от периферии к центру, в условиях всестороннего сжатия, обеспечивающим высокие степени деформации и соответственно высокое качество материала изделия.
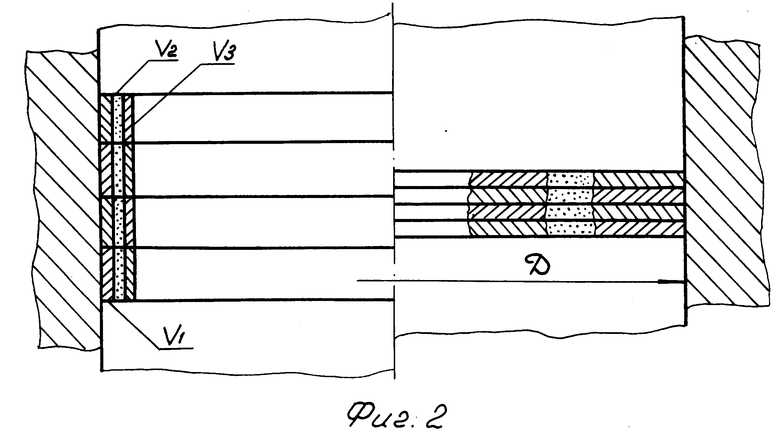
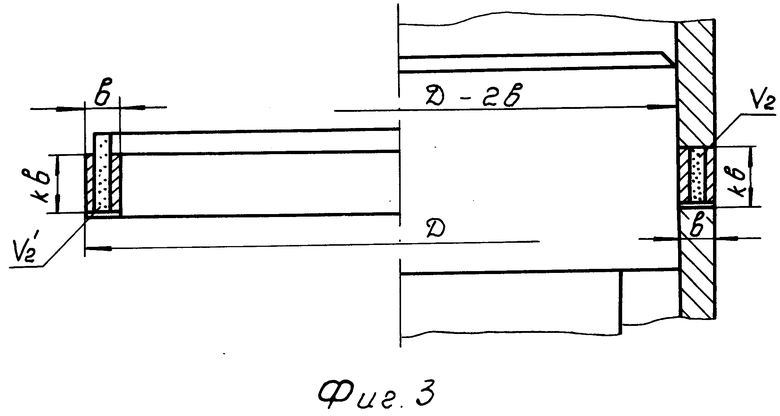
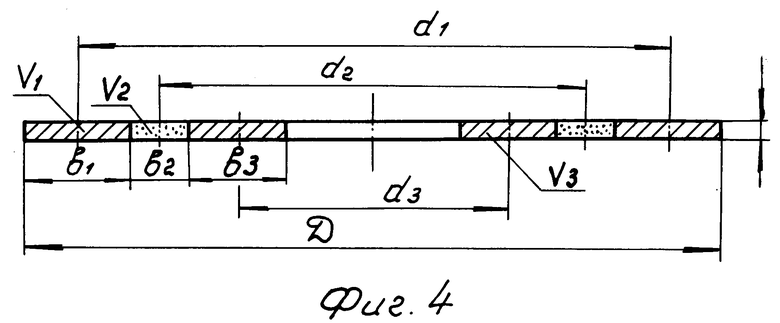
На фиг. 1 показана заготовка со спекаемым порошком быстрорежущей стали в кольцевом контейнере и изменение высоты заготовки при первой штамповке в пресс-форме; на фиг. 2 осадка пакета заготовок с изменением общей высоты пакета при второй штамповке; на фиг. 3 кольцевой контейнер со спеченной пористой заготовкой с превышением заготовки над стенками контейнера и изменение высоты при первой штамповке; на фиг. 4 компактная расчетная заготовка фрезы.
Пример выполнения способа при прямоугольном сечении заготовки. На фигурах и в расчетах обозначено:
V' объем контейнера со спеченным порошком быстрорежущей стали до уплотнения;
V объем компактной заготовки фрезы;
V1 объем наружной стенки контейнеров и наружного кольца фрезы;
V2 объем порошковой быстрорежущей стали, полученной уплотнением порошка или пористой заготовки; объем порошка быстрорежущей стали в насыпанном в контейнер состоянии или объем пористой заготовки из порошка быстрорежущей стали, помещенной в контейнер;
объем порошка быстрорежущей стали в насыпанном в контейнер состоянии или объем пористой заготовки из порошка быстрорежущей стали, помещенной в контейнер;
V3 объем внутренней стенки контейнера;
b ширина контейнера;
b1 и b3 ширина элементов фрезы, образовавшихся из стенок контейнера;
b2 ширина рабочего элемента компактной заготовки фрезы из быстрорежущей стали;
h толщина компактной заготовки фрезы;
D наружный диаметр контейнера, диаметр компактной заготовки фрезы при температуре штамповки;
d1 и d3 -средние диаметры кольцевых элементов компактной заготовки фрезы из конструкционной стали;
d2 средний диаметр кольцевого элемента фрезы из быстрорежущей стали;
dвн диаметр внутреннего отверстия компактной заготовки фрезы;
k коэффициент вертикальной устойчивости контейнера при осадке при наличии в нем пористой заготовки из порошка быстрорежущей стали. Определен опытным путем: k 2,5 3,5; для наружной стенки контейнера не образовывались складки при отношении высоты к толщине равном 10.
δ - толщина дна контейнера; в расчеты из-за принятой в конструкции малой толщины не входит.
Размеры и масса контейнера и порошка быстрорежущей стали или биметаллической заготовки соответствуют заданным размерам компактной заготовки фрезы (фиг. 4) и подсчитывают по уравнению
V1= k•π•(D•b2- b3) (1)
Если помещают спеченную заготовку в контейнер с превышением ее высоты над стенками контейнера, то его размеры определяют по уравнению
V = k•π(Db2- b3) (2)
т. е. принимают  равным V2.
равным V2.
Контейнер со спеченным порошком быстрорежущей стали (биметаллическую заготовку) подвергают первой операции штамповки, при которой уменьшают только высоту контейнера со спеченной быстрорежущей сталью, доводя общую пористость контейнера со спеченной быстрорежущей сталью до 1 3% для чего горячую штамповку выполняют в пресс-форме диаметром матрицы D и диаметром иглы D 2b. После уплотнения контейнера выполняют вторую операцию штамповки получение дисков из колец в пресс-форме с матрицей диаметром D между двумя пуансонами без центральной иглы, осаживая кольцевые заготовки в пакете до заданного размера. Без предварительного уплотнения при горячей осадке пакета контейнеров с пористыми заготовками наблюдалась непредсказуемая деформация контейнеров и выдавливание порошка из них.
Для предотвращения такого явления прочностные свойства горячепрессованной порошковой стали должны приближаться к свойствам катаной стали, что достижимо при пористости меньше 3% (Дорофеев Ю. Г. Динамическое горячее прессование пористых заготовок. М. Металлургия, 1977, 216 с.), поэтому указан верхний предел пористости для заготовок перед осадкой 3%
Нижний предел пористости указан 1% Практически при горячем прессовании не получают пористость меньше 1% (авт. св. СССР N 1369873) без значительного бокового течения.
При осадке кольцевых заготовок в пакете с частичным ограничением течения материала осуществляют большие степени деформации, причем течение материала от периферии к центру локализует растягивающие напряжения.
Компактные заготовки фрезы были выполнены по размерам (в мм):
D 72; b1 10; b2 6; b3 9; dвн 22; h 2
выбран равным 2,5 2,6.
По заданным размерам компактной заготовки фрезы, при насыпной плотности порошка быстрорежущей стали ρ=560 кг/м3 и компактной ρ= 820 кг/м3 пользуясь выражением (1), определен размер биметаллический заготовки (контейнера с засыпанным в него порошком быстрорежущей стали) (в мм):
b 3,9
k•b 2,5•3,9 10
D-2b 64,2
толщина наружного контейнера 1,75; промежуток между наружным и внутренним кольцами контейнера для засыпки порошка 1,23; толщина внутреннего слоя кольца контейнера 0,93, при этом спекание выполнено в засыпке окиси алюминия; температура спекания 1150 1180oC в течение часа; защитная среда диссоциированный аммиак.
Первая штамповка выполнена единичным ударом на молоте свободного падения, при этом масса бабы составляет 880 кг, а высота падения 0,25 м. Нагрев выполнен до Т 1180 1200oC в среде диссоциированного аммиака. Пресс-форма имела диаметр матрицы 72,5 мм, диаметр иглы 64,2 мм.
Партия в 10 заготовок разбита на 3 группы, в последней группе (3 шт. 4 шт. ) заготовки были соединены между собой электроприхватками для удобства посадки в пресс-форму; против слипания пересыпаны меж собой высокодисперсной окисью алюминия. Осадку выполняли с Т 1180 1200oC при нагреве в среде диссоциированного аммиака в матрице диаметром 74 мм без центральной иглы, высота падения бабы 0,5 мм.
В расчетный размер по толщине вошли 4 компактных заготовки фрез, у остальных размер был получен после еще одной осадки.
После горячей плавки на плоских отшлифованных бойках заготовки ожгли и обработали резанием.
Степень деформации порошковой быстрорежущей стали по высоте составила 80, по площади 87%
Для исследования свойств материала и характера деформации заготовка разрезана, исследована зона сращивания быстрорежущей и конструкционной стали, дефектов не выявлено, зафиксирован процесс диффузии составляющих; выполнена термообработка половины заготовки (образца). Определена твердость после закалки 61-62 HRC, после отпуска 65-68 HRC, плотность определялась сравнительно с плотностью стандартной катаной стали, разницы в плотностях не установлено ρ= 8,18-8,19 г/см3.
По ценам 1989 года стоимость горячештампованных изделий, включая стоимость порошка определялась заводами-изготовителями (РМС) как вдвое большая, чем стоимость холодно-прессованных спеченных изделий, равная в среднем по ценнику Минчермета 800 руб/т при стоимости порошка 460 руб/т. Отсюда стоимость передела порошка горячей штамповкой в изделия или приближающаяся по форме и размерам к изделию составляет (800 x 2) 460 1140 руб./т, что по сравнению со стоимостью получения прутка на заводе "Днепроспецсталь" меньше на (2979 6675) 1140 (1839 5535) руб./т.
Кроме экономии денежных средств использование изобретения позволит уменьшить расход быстрорежущей стали. Быстрорежущая сталь, прошедшая порошковый передел по данным УкрНИИСпецСтали имеет в 1,5 3 раза более высокую стойкость при резании, что соответственно сокращает расход быстрорежущей стали в 1,5 3 раза.
Дисковые фрезы допускают в зависимости от назначения, определенное ограниченное количество переточек. Даже при самом бережном отношении к инструменту после переточек остается не меньше 50% остатка от фрезы, что при изготовлении биметаллических дисковых фрез заменяется конструкционной сталью.
Приведенные обстоятельства позволяют утверждать, что использование изобретения позволяет уменьшить расход быстрорежущей стали в 4,5 6 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| ДИСКОВАЯ ФРЕЗА | 1991 |
|
RU2022726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2148475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ БРОНЗА - ЖЕЛЕЗО | 1993 |
|
RU2090311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090371C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ДИСКОВ | 1991 |
|
RU2026155C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1999 |
|
RU2167741C2 |
| Способ получения изделий из порошка быстрорежущей стали | 1989 |
|
SU1677081A1 |
| Способ изготовления спеченных изделий | 1980 |
|
SU865530A1 |
| Способ изготовления деталей машин | 1961 |
|
SU149226A1 |
Сущность изобретения: пористую кольцевую биметаллическую заготовку уплотняют по высоте до пористости 1 - 3%, затем пакет уплотненных заготовок деформируют осадкой, осуществляя течение материала к центру, а пористые заготовки получают, помещая с минимальным зазором пористое кольцо из порошковой быстрорежущей стали в открытый кольцевой контейнер с превышением пористого кольца над стенками контейнера или спеканием порошка быстрорежущей стали в открытом кольцевом контейнере из конструкционной стали. 4 ил.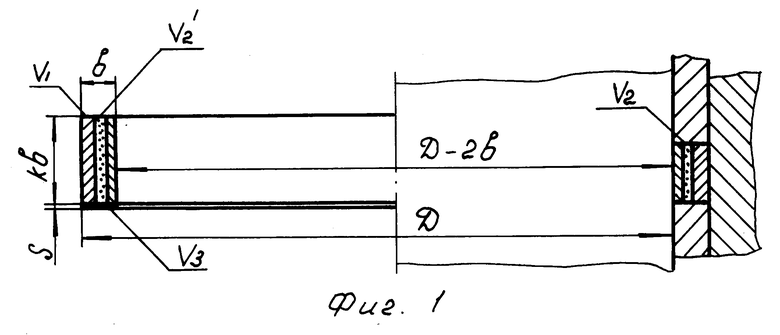
Способ изготовления биметаллических дисковых фрез, включающий получение биметаллической заготовки, нагрев ее в защитных средах и горячую осадку, отличающийся тем, что биметаллическую заготовку получают спеканием порошка быстрорежущей стали в открытом кольцевом контейнере из конструкционной стали или путем помещения без зазора в открытый кольцевой контейнер спеченного пористого кольца из быстрорежущей стали с высотой, большей высоты контейнера на величину, обеспечивающую после уплотнения высоту, соответствующую высоте контейнера, перед горячей осадкой заготовку уплотняют по высоте до пористости 1 3% и собирают заготовки в пакет, а осадку осуществляют в условиях всестороннего сжатия.
| Войцеховский В.Н., Наговицын В.В | |||
| Производство дисковых фрез методом торцевой прокатки | |||
| - КШП, 1986, N 3, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
