(54) СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МАШИННЫХ НОЖОВОЧНЫХ ПОЛОТЕН
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Способ утилизации отходов машиностроительного и инструментального производства | 2016 |
|
RU2663234C2 |
| Способ изготовления режущего инструмента | 1990 |
|
SU1764924A1 |
| Способ изготовления концевого инструмента | 1990 |
|
SU1776511A1 |
| СПОСОБ НАПЛАВКИ ТРЕНИЕМ | 1993 |
|
RU2041780C1 |
| Способ изготовления режущего инструмента | 1989 |
|
SU1668067A1 |
| Способ изготовления биметаллических изделий | 1977 |
|
SU659345A1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| Способ изготовления инструмента | 1990 |
|
SU1791094A1 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
1
Изобретение относится к механической обработке металлов, а именно к спо собу изготовления биметаллических машинных ножовочных полотен.
- Известен способ изготовления биметаллических машинных ножовочных полотен, включающий электроконтактную наплавку рабочей части из бмстрорежушей стали к полотну из конструкционной стагк, шлифовку и нарезку зубьев I).
Рдаако при известном способе разводка биметаллических бьев вызьшает nos вление дефектов в виде трешин в перехоаной зоне от конструкционной сташ к бы- стрсфежущей, которая с лацает пониженной пластичностью
Цель изобретения - повышение качества биметаллических машинньбс ножовочных полотен.
Поставленная цель достигается тем, что режущую часть машинного ножовочного полотна наплавляют с одновременным формообразованием наплавляемого валика трапедеиаального сечегшя, затем шлифзпот
так, что ширина быстрорежущей части на режущей кромке равняется расстоянию межоу крайними наружными точками левого и правого нормально разведенных зубьев, а угол поднутрения равен 2-3, при этом отношение оиаметра присааочного прутка к толщине полотна из конструкщюнной стали выбирают в пределах 1,2-1,4.
Причем злектроконтактную наплавку быстрорежущей стали осуществл5пот им10пульсами тока длительностью 4-6 периодов, величину тока в которых измеряют (модулируют) от 1-1,5 кА в начале каждого импульса и до 8-10 кА в конце каждого импульса.
15
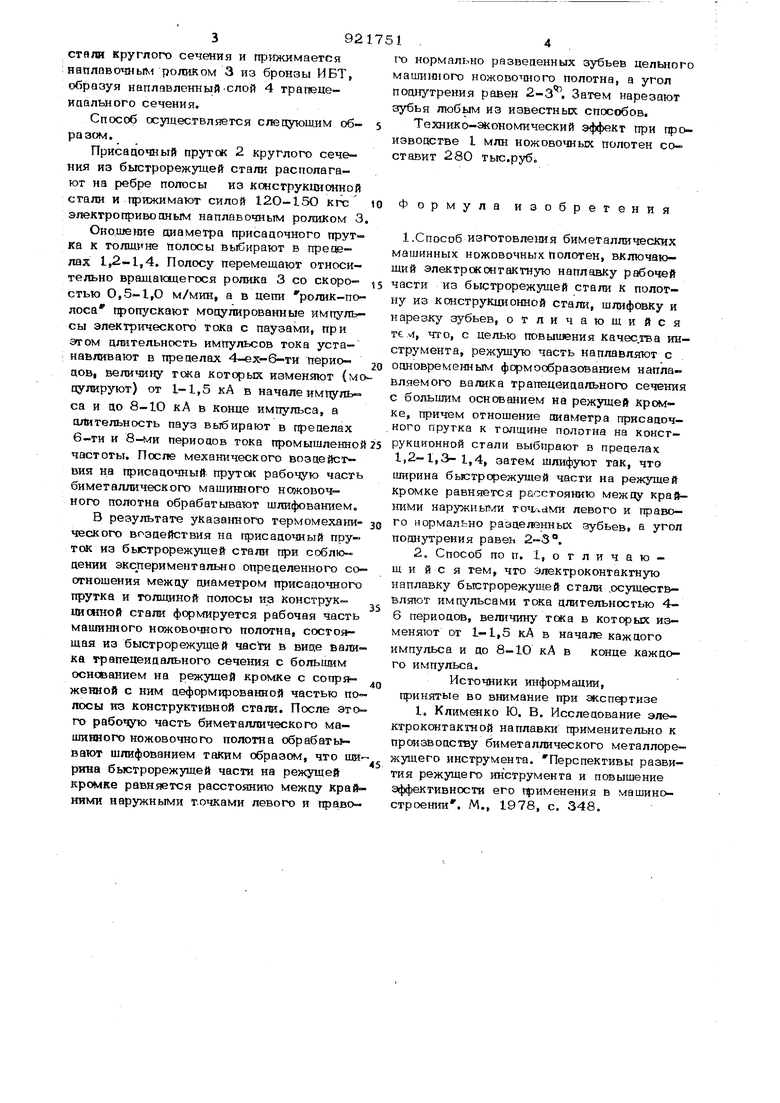
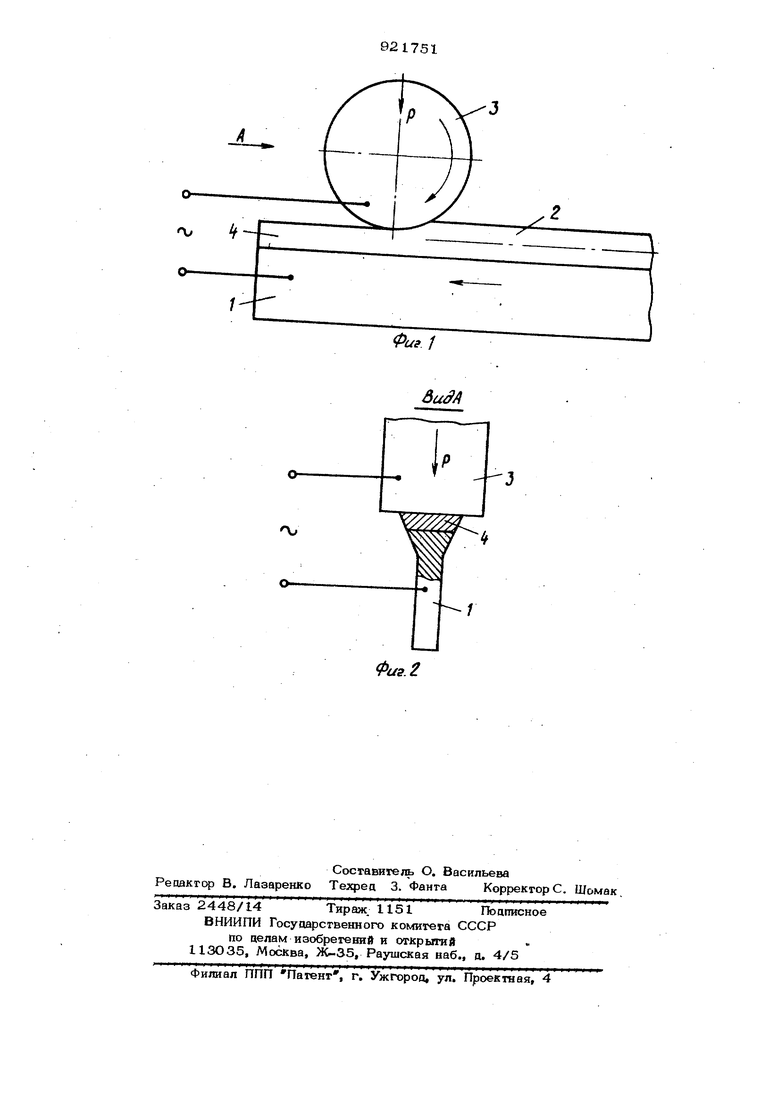
На фиг. I представлена схема изГоТОВ;ЕНИЯ машинных ножовочных полотен; на фиг. 2 - вид А на фиг. 1.
На заготовку 1 из конструкционной стали 5ОХФА в виде полосы, ширина ко20торой на 1/2 высоты зуба меньше ширины заготсжки цельного машинного но жовочного полотна, накладывается присадочный пруток 2 из быстрорежущей 921 стали круглого сечения и прижимается наплавочнык роликом 3 из бронзы ИБТ, образуя наплавленныйСЛОЙ 4 трапецеицального сечения. Способ осуществляется следующим образом. Присацочный пруток 2 круглого сечения из быстрорежущей стали располагают на ребре полосы из конструкционной стали и прижимают силой 12О-15О кгс злектроприводным наплавочным роликом 3. Оно.шение диаметра присадочного прутка к полосы выбирают в пресвлах 1,2-1,4, Полосу перемешают относительно вращающегося ролика 3 со скоростью 0,5-1,О м/мик, а в цепи ролик-полоса пропускают модулированные импульсы электрического тока с паузами, при этом длительность импульсов тока устаi навливают в пределах 4-ех-6-ти периодов, величину тока которых изменяют (модулируют) от 1-1,5 кА в начале импуль« са и до 8-10 кА в конце импульса, а длительность пауз выбирают в пределах 6-ти и 8-ми периодов тока промышленной частоты. После механического воздейстВИЯ на присадочный пруток рабочую часть биметаллического машинного ножовочного полотна обрабатывают шлифованием. В результате указанного термомеханического воздействия на присадочный пруток из быстрорежущей стали при соблюдении экспериментально определенного соотношения между диаметром присадочного прутка и толшиной полосы из конструк™ ционной стали формируется рабочая часть машинного ножовочного полотна, состоящая из быстрорежущей в вице валика трапецеидального сечения с большим основанием на режущей кромке с сопряженкой с ним деформированной частью полосы из конструктивной стада. После это го рабочую часть биметаллического машинного ножовочного полотна обрабать вают шлифованием таким образом, что ши рина быстрорежущей части на режущей кромке равняется расстоянию межцу крайними наружными точками левого и право1 .4 гх нормально разведенных зубьев цельного машинного ножовоа1ого полотна, а угол пош угрения равен 2-3, Затем нарезают зубья любым из известных способов. Техннко-экономический эффект при производстве 1 млн ножовочных полотен составит 280 тьгс.руб Формула изобретения 1.Способ изготовления биметаллических машинных ножовочных полотен, включающий электрсконтактную наплавку рабочей части из быстрорежущей стали к полотцу из конструкционной стали, шлифовку и нарезку зубьев, отличающийся с vi, что, с целью повышения Качес.тва инструмента, режушую часть наплавляют с одновременным формообразованием наплавляемого валика трапецеидального сечения с большим основанием на режущей кромке, причем отношение диаметра присадоч. ного прутка к толщине полотна на конструкцнонной стали выбирают в пределах ,3-l,4, затем шлифуют так, что ширина быстрорежущей части на режущей кромке равняется расстоянию между край1гами наружиыгли левого и право- ° нормально разделенньк зубьев, а угол поднутрения равен 2-3. 2„ Способ по п. 1, о т л и ч а ю щи и с я тем, что электроконтактную наплавку быстрорежущей стали .осуществвл5пот импульсами тока длительностью 4б периодов, величину тока в которых изменяют от 1-1,5 кА в начале каждого импульса и до 8-10 кА в конце каждого импульса. Источники информации, принятые во внимание при экспертизе 1. Клименко Ю. В. Исследование эле- ктроконтактной наплавки применительно к производству биметаллического металлорежущего инструмента. Перспективы развития режущего инструмента и повышение эффективности его применения в машиностроении. М., 1978, с. 348.
