(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА
1
Изобретение относится к области машиностроения и может быть использовано в производстве профильных деталей.
Известно устройство для правки фасонного шлифовального круга по увеличенному копиру, содержаш.ее закрепленный на основании копир, первую подвижную пиноль со шпинделем, на одном конце которого установлен алмазодержатель, а на другом закреплен диск, вторую подвижную пиноль со шпинделем, на одном конце которого установлен щуп, находящийся в контакте с копиром, а на другом закреплен диск, кинематически связанный с диском шпинделя первой пиноли, и несущий пиноли поворотный корпус, установленный посредством оси на основании 1.
Недостатком такого устройства является относительно невысокая производительность правки профилей большой кривизны вследствие нерациональной траектории перемещения щупа и алмазодержателя.
Целью изобретения является обеспечение возможности повышения производительности правки профилей большой кривизны.
Эта цель достигается тем, что устройство снабжено двумя радиальными каретками, установленными на поворотном корпусе с противоположных сторон относительно оси, пружиной между радиальными каретками, двумя жестко связанными между собой барабанами, установленными на оси поворота корпуса, и двумя гибкими лентами, каждая из которых закреплена на барабане и соединена с радиальной кареткой, причем пиноли расположены на радиальных каретках.
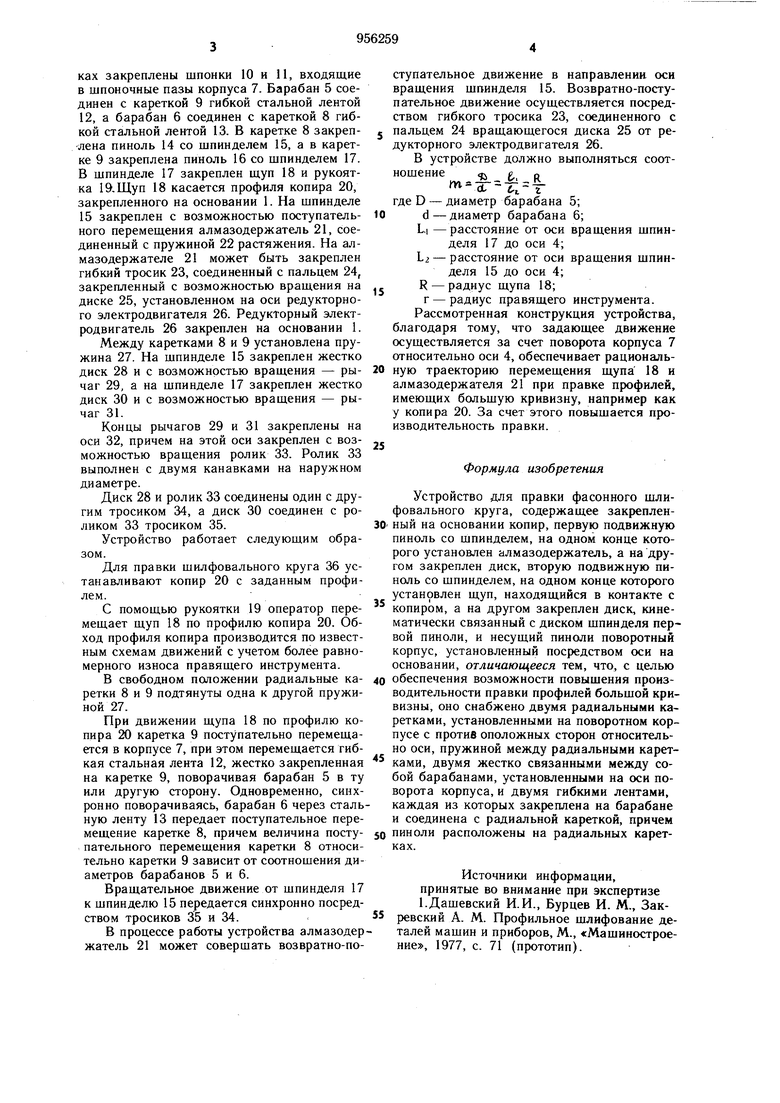
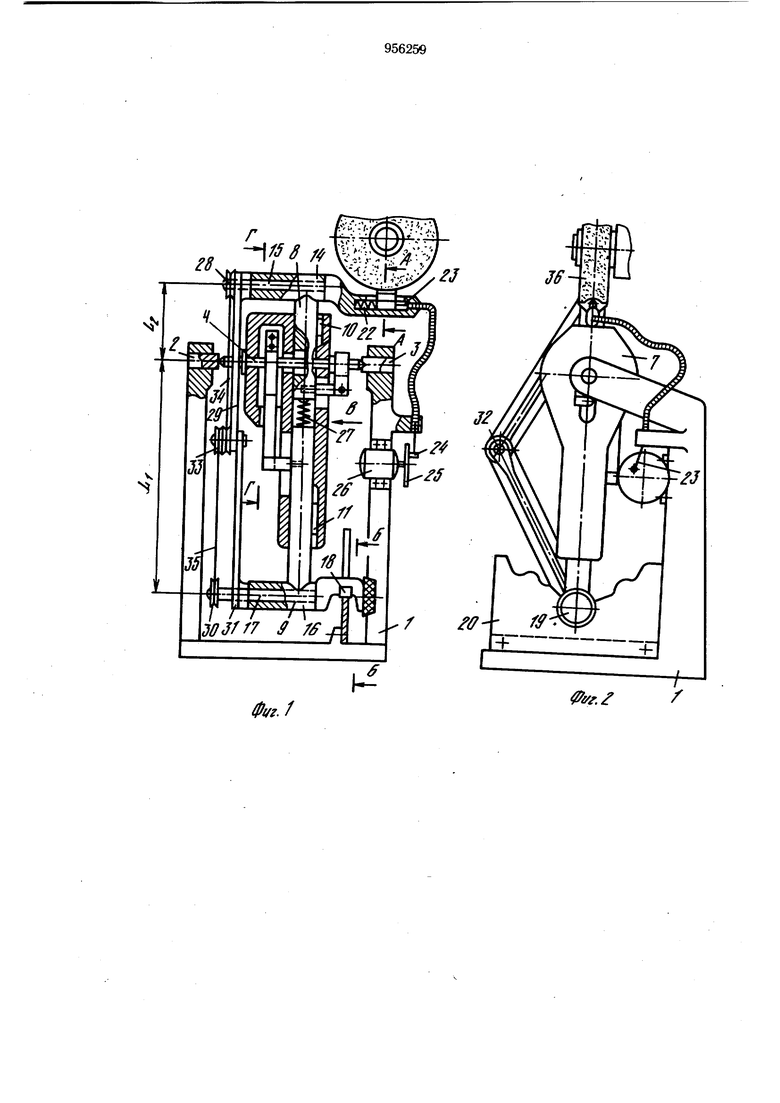
На фиг. 1 показана конструкция устройства; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - вид В на фиг. 1; на фиг. 6 - разрез Г-Г на 15 фиг. 1.
Устройство содержит основание I с установленными на нем центрами 2 и 3. В центрах 2 и 3 установлена ось 4 с закрепленными на ней барабанами 5 и 6. На оси 4 установлен поворотный корпус 7. В цилиндрическом отверстии корпуса 7 установлены с возможностью поступательного движения радиальные каретки 8 и 9. Для предотвращения поворота кареток 8 и 9 в корпусе 7 на каретках закреплены шпонки 10 и И, входящие в шпоночные пазы корпуса 7. Барабан 5 соединен с кареткой 9 гибкой стальной лентой 12, а барабан 6 соединен с кареткой 8 гибкой стальной лентой 13. В каретке 8 закреплена пиноль 14 со шпинделем 15, а в каретке 9 закреплена пиноль 16 со шпинделем 17. В шпинделе 17 закреплен щуп 18 и рукоятка 19, Щуп 18 касается профиля копира 20, закрепленного на основании 1. На шпинделе 15 закреплен с возможностью поступательного перемещения алмазодержатель 21, соединенный с пружиной 22 растяжения. На алмазодержателе 21 может быть закреплен гибкий тросик 23, соединенный с пальцем 24, закрепленный с возможностью вращения на диске 25, установленном на оси редукторного электродвигателя 26. Редукторный электродвигатель 26 закреплен на основании 1. Между каретками 8 и 9 установлена пружина 27. На шпинделе 15 закреплен жестко диск 28 и с возможностью вращения - рычаг 29, а на шпинделе 17 закреплен жестко диск 30 и с возможностью вращения - рычаг 31.
Концы рычагов 29 и 31 закреплены на оси 32, причем на этой оси закреплен с возможностью вращения ролик 33. Ролик 33 выполнен с двумя канавками на наружном диаметре.
Диск 28 и ролик 33 соединены один с другим тросиком 34, а диск 30 соединен с роликом 33 тросиком 35.
Устройство работает следующим образом.
Для правки шилфовального круга 36 устанавливают копир 20 с заданным профилем.
С помощью рукоятки 19 оператор перемещает щуп 18 по профилю копира 20. Обход профиля копира производится по известным схемам движений с учетом более равномерного износа правящего инструмента.
В свободном положении радиальные каретки 8 и 9 подтянуты одна к другой пружиной 27.
При движении щупа 18 по профилю копира 20 каретка 9 поступательно перемещается в корпусе 7, при этом перемещается гибкая стальная лента 12, жестко закрепленная на каретке 9, поворачивая барабан 5 в ту или другую сторону. Одновременно, синхронно поворачиваясь, барабан 6 через стальную ленту 13 передает поступательное перемещение каретке 8, причем величина поступательного перемещения каретки 8 относительно каретки 9 зависит от соотношения диаметров барабанов 5 и 6.
Вращательное движение от шпинделя 17 к шпинделю 15 передается синхронно посредством тросиков 35 и 34.
В процессе работы устройства алмазодержатель 21 может совершать возвратно-поступательное движение в направления оси вращения шпинделя 15. Возвратно-поступательное движение осуществляется посредством гибкого тросика 23, соединенного с пальцем 24 вращающегося диска 25 от редукторного электродвигателя 26.
В устройстве должно выполняться соотношение t f о
kvi -- т -, Г
-ct -.,-T где D - диаметр барабана 5; 0d - диаметр барабана 6;
LI -расстояние от оси вращения шпинделя 17 до оси 4;
L2 - расстояние от оси вращения шпинделя 15 до оси 4; R - радиус шупа 18; г - радиус правящего инструмента. Рассмотренная конструкция устройства, благодаря тому, что задающее движение осуществляется за счет поворота корпуса 7 относительно оси 4, обеспечивает рациональную траекторию перемещения щупа 18 и алмазодержателя 21 при правке профилей, имеющих большую кривизну, например как у копира 20. За счет этого повышается производительность правки.
Формула изобретения
Устройство для правки фасонного шлифовального круга, содержащее закрепленный на основании копир, первую подвижную пиноль со шпинделем, на одном конце которого установлен алмазодержатель, а на другом закреплен диск, вторую подвижную пиноль со шпинделем, на одном конце которого установлен щуп, находящийся в контакте с копиром, а на другом закреплен диск, кинематически связанный с диском шпинделя первой пиноли, и несущий пиноли поворотный корпус, установленный посредством оси на основании, отличающееся тем, что, с целью
0 обеспечения возможности повышения производительности правки профилей большой кривизны, оно снабжено двумя радиальными каретками, установленными на поворотном корпусе с против оположных сторон относительно оси, пружиной между радиальными каретками, двумя жестко связанными между собой барабанами, установленными на оси поворота корпуса, и двумя гибкими лентами, каждая из которых закреплена на барабане и соединена с радиальной кареткой, причем
0 пиноли расположены на радиальных каретках.
Источники информации, принятые во внимание при экспертизе 1.Дашевский И. И., Бурцев И. М., Закревский А. М. Профильное шлифование деталей машин и приборов, М., «Машиностроение, 1977, с. 71 (прототип). 0l/.f fff.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки фасонного шлифовального круга | 1986 |
|
SU1450988A1 |
| Устройство для правки шлифовального круга с профилем в виде сопряженных дуг окружностей | 1985 |
|
SU1283062A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| Устройство для правки шлифовальныхКРугОВ | 1979 |
|
SU844254A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU905029A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство для правки фасонного шлифовального круга | 1979 |
|
SU859135A1 |
| МЕХАНИЗМ АЛМАЗНОЙ ПРАВКИ ШЛИФОВАЛЬНЫХКРУГОВВСЕСОЮЗНАЯгг • г-"= пГ*?! Г^ --','--''г.м::р'-(* д 1Г, .и11.пО-:..л;.л-;!: | 1971 |
|
SU300305A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| Устройство для правки фасонногошлифОВАльНОгО КРугА | 1979 |
|
SU795917A1 |

Фаг.
