(5) УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для изготовления изделий из пластмасс | 1979 |
|
SU859170A1 |
| Универсальный блок для прессования | 1988 |
|
SU1509265A2 |
| Универсальный блок для изготовления изделий из полимерных материалов | 1980 |
|
SU927512A1 |
| Универсальный блок литьевого прессования | 1980 |
|
SU927511A1 |
| Универсальная блок-форма для литьевого прессования изделий из полимеров | 1977 |
|
SU703338A1 |
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Пресс-форма для изготовления модельного блока | 1983 |
|
SU1144758A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Пресс-форма для изготовления изделий из термореактивных пластмасс | 1981 |
|
SU946970A1 |

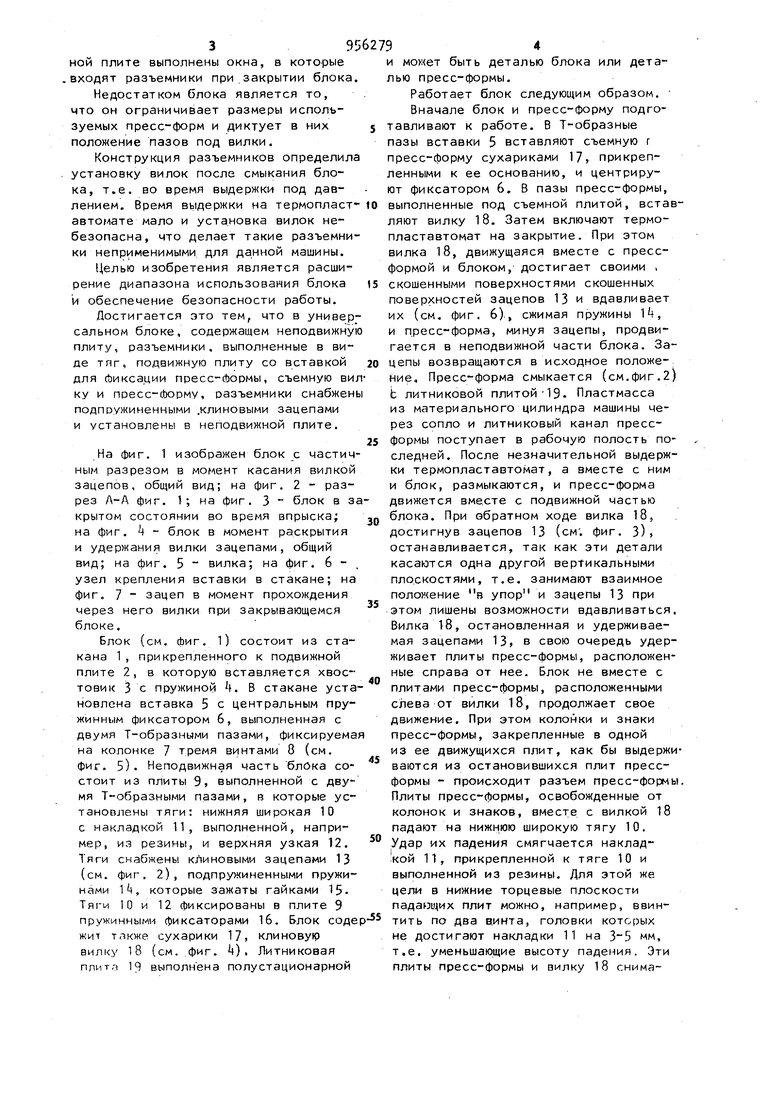
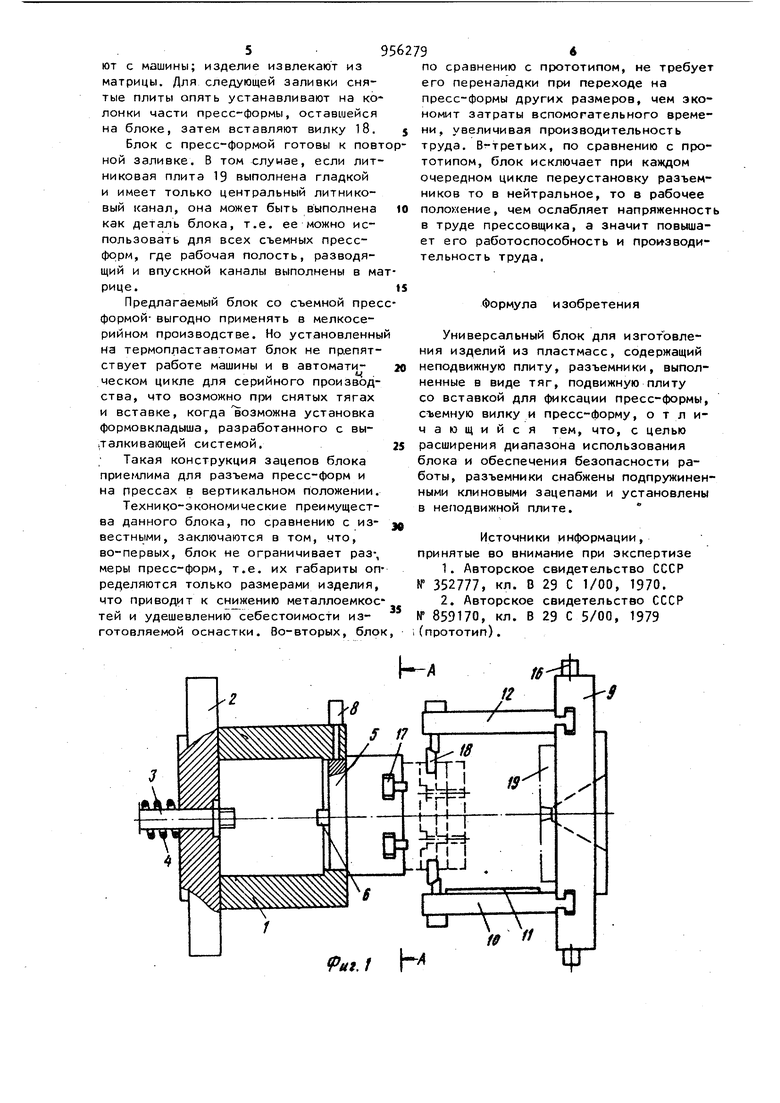
Изобретение относится к области переработки полимеров и предназначено для разъема съемных пресс(1юрм универсальных блоков. Известна универсальная блок-форма для изготовления изделий из полимерных материалов, содержащая загрузочную камеру, размещенную в подвижной плите, литьевой пуансон, пресс-(|юрму систему подвижных и неподвижных плит и разъемники пресс-форм, выполненные в виде ступенчатых втулок с (Ьиксаторами, насаженных с возможностью поворота на тяги, которые прикреплены к плите загрузочной камеры Li 1. Однако подготовка блока к работе при установке пресс-формы другого раз мера требует замены втулок на втулки с размерами, диктуемыми пресс-(1юрмой, и осуществляется при откреплении, а затем закреплении несущих втулки тяг так как требуется затрата значительного добавочного времени. К тому же требуется постоянное внимание прессовщик, так как при каждой очередной запрессовке необходим во времявыдержки пресс-(юрмы гюд давлением поворот каждой из втулок в рабочее положение с последующим тугим зажатием фиксаторов, а после разъема отжим (JJHKcaTOpOB и поворот втулок в нейтральное положение. Время выдержки пресс-формы под давлением на термопластавтомате мапонедостаточно для осуществления вышеуказанного действия, поэтому разъениики конструкции прототипа неприменимы для работы на данной машине. Известен являющийся наиболее близ КИМ к изобретению универсальный блок, содержащий неподвижную плиту, разъемники, выполненные в виде тяг, подвижную плиту со вставкой для (Ьиксации пресс-формы, съемную вилку и прессформу 2. (азъемники представляют собой тяги , по всей высоте которых выполнены пазы под съемные вилки, а в неподвиж ной плите выполнены окна, в кото-рые .входят разъемники при.закрытии блока Недостатком блока является то, что он ограничивает размеры исполъзуемых пресс-форм и диктует в них положение пазов под вилки. Конструкция разъемников определила . установку вилок после смыкания блока, т.е. во время выдержки под давлением. Время В1 |держки на термопластавтомате мало и установка вилок небезопасна, что делает такие разъемни ки неприменимыми для данной машины. Целью изобретения является расширение диапазона использования блока и обеспечение безопасности работы. Достигается это тем, что в универ сальном блоке, содержащем неподвижну плиту, разъемники, выполненные в виде тяг, подвижную плиту со вставкой для йиксации пресс-йормы, съемную ви ку и пресс-форму, разъемники снабжен подпружиненными .клиновыми зацепами и установлены в неподвижной плите. ,На фиг. 1 изображен блок с частич ным разрезом в момент касания вилкой зацепов, общий вид; на фиг, 2 - разрез Л-А фиг. Т; на фиг, 3 блок в з крытом состоянии во время впрыска; на фиг. 4 - блок в момент раскрытия и удержания вилки зацепами, общий вид; на фиг. 5 - вилка; на фиг. 6 узел крепления вставки в стакане; на фиг. 7 - зацеп в момент прохождения через него вилки при закрывающемся блоке. БЛОК (см. фиг. 1) состоит из стакана 1 , прикрепленного к подвижной плите 2, в которую вставляется хвостовик 3 с пружиной t. В стакане уста новлена вставка 5 с центральным пружинным фиксатором 6, выполненная с двумя Т-образными пазами, фиксируема на колонке 7 тремя винтами 8 (см, фиг 5). Неподвижная часть блОка состоит из плиты 9, выполненной с двумя Т-образными пазами, в которые установлены тяги: нижняя широкая 10 с накладкой 11, выполненной, например, из резины, и верхняя узкая 12. Тяги снабжены клиновыми зацепами 13 (см, фиг. 2), подпружиненными пружинами , которые зажаты гайками 15Тяги 10 и 12 фиксированы в плите 9 пружинными фиксаторами 16, Блок соде
жит также сухарики 17, клиновук) вилку 18 (см, фиг. 4). Литниковая плита 19 выполнена полустационарной
не достигают накладки 11 на 3-5 мм, т.е. уменьшающие высоту падения. Эти плиты пресс-формы и вилку 18 снимаИ может быть деталью блока или деталью пресс-формы. Работает блок следующим образом, Вначале блок и пресс-форму подготавливают к работе. В Т-образные пазы вставки 5 вставляют съемную г пресс-форму сухариками 17, прикрепленными к ее основанию, и центрируют фиксатором 6. В пазы пресс-формы, выполненные под съемной плитой, вставляют вилку 18. Затем включают термопластавтомат на закрытие. При этом вилка 18, движущаяся вместе с прессформой и блоком, достигает своими , скошенными поверхностями скошенных поверхностей зацепов 13 и вдавливает их (см. фиг, 6)., сжимая пружины 1t, и пресс-форма, минуя зацепы, продвигается в неподвижной части блока. Зацепы возвращаются в исходное положение. Пресс-форма смыкается (см,фиг,2) Ь литниковой плитой-19. Пластмасса из материального цилиндра машины через сопло и литниковый канал прессформы поступает в рабочую полость последней. После незначительной выдержки термопластавтомат, а вместе с ним и блок, размыкаются, и пресс-форма движется вместе с подвижной частью блока. При обратном ходе вилка 18, достигнув зацепов 13 (см; фиг, З), останавливается, так как эти детали касаются одна другой вертикальными пло.скостями, т.е. занимают взаимное положение в упор и зацепы 13 при этом лишены возможности вдавливаться. Вилка 18, остановленная и удерживаемая зацепами 13, в свою очередь удерживает плиты пресс-формы, расположенные справа от нее. Блок не вместе с плитами пресс-формы, расположенными слева от вилки 18, продолжает свое движение. При этом колонки и знаки пресс-формы, закрепленные в одной из ее движущихся плит, как бы выдерживаются из остановившихся плит прессформы - происходит разъем пресс-форэмы. Плиты пресс-формы, освобожденные от колонок и знаков, вместе с вилкой 18 падают на нижнюю широкую тягу 10, Удар их падения смягчается накладкой 11, прикрепленной к тяге 10 и выполненной из резины. Для этой же цели в нижние торцевые плоскости падащих плит можно, например, ввинтить по два винта, головки которых ют с машины; изделие извлекают из матри14ы. Для следующей заливки снятые плиты опять устанавливают на кО ломки части пресс-формы, оставшейся на блоке, затем вставляют вилку 18. Блок с пресс-формой готовы к пов ной заливке. В том слунае, если лит никовая плита 19 выполнена гладкой и имеет только центральный литниковый канал, она может быть выполнена как деталь блока, т.е. ее можно использовать для всех съемных прессфррм, где рабочая полость, разводящий и впускной каналы выполнены в ма рице. Предлагаемый блок со съемной прес формой- выгодно применять в мелкосерийном производстве. Но установленны на термопластавтомат блок не пр1епятствует работе машины и в автоматическом цикле для серийного производства, что возможно при снятых тягах и вставке, когда возможна установка формовкладыша, разработанного с вы.талкивающей системой. Такая конструкция зацепов блока приег1пима для разъема пресс-форм и на прессах в вертикальном положении. Технико-экономические преимущества данного блока, по сравнению с известными, заключаются в том, что, во-первых, блок не ограничивает раз-, меры пресс-форм, т.е. их габариты оп ределяются только размерами изделия, что приводит к снижению металлоемкое тей и удешевлению ceбecтoимoctи изготовляемой оснастки. Во-вторых, блок Ря1. / 79« по сравнению с прототипом, не требует его переналадки при переходе на пресс-формы других размеров, чем экономит затраты вспомогательного времени, увеличивая производительность труда. Вг-третьих, по сравнению с прототипом, блок исключает при каждом очередном цикле переустановку разъемников то в нейтральное, то в рабочее , чем ослабляет напряженность в труде прессовщика, а значит повышает его работоспособность и производительность труда. Формула изобретения Универсальный блок для изготЪвления изделий из пластмасс, содержащий неподвижную плиту, разъемники, выполненные в виде тяг, подвижную плиту со вставкой для фиксации пресс-формы, съемную вилку и пресс-форму, отличающийся тем, что, с целью расширения диапазона использования блока и обеспечения безопасности работы, разъемники снабжены подпружиненными клиновыми зацепами и установлены в неподвижной плите. Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР 352777, кл. В 29 С 1/00, 1970. 2.Авторское свидетельство СССР 859170, кл. В 29 С 5/00, 1979 (прототип). -А Н Неправа.
vacma Злока
956279
15
/9
ФигЛ
IS
