(5) ПРЕСС-ФОРМА .ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ
1
Изобретение относится к производ ству литейных форм по выплавляемым моделям и может быть использовано для, изготовления,выплавляемых моделей.
Известны формы для изготовления выплавляемых моделей, состоящие из опорных плит плит выталкивателей с выталкивателями, промежуточных плит обойм с закрепленными в них полуформами,- опор, литниковых втулок и направляющих элементов .}
Недостатком известных пресс-форм является то, что она предназначена для формования одной конкретной восковой модели. Для изготовления другой модели требуется проектирование и изготовление соответствующей прессформы, в которой составные детали могут иметь различные размеры, и если этого требует модель, различную высоту пресс-формы.
Наиболее близкой к изобретению по технической сущности и достигаемому МОДЕЛЕЙ
2
результату является пресс-форма, содержащая опорные плиты, плиту выталкивателей с толкателями, промежуточную плиту, подвижную и неподвижную обоймы с закрепленными в них полуформами 2j .
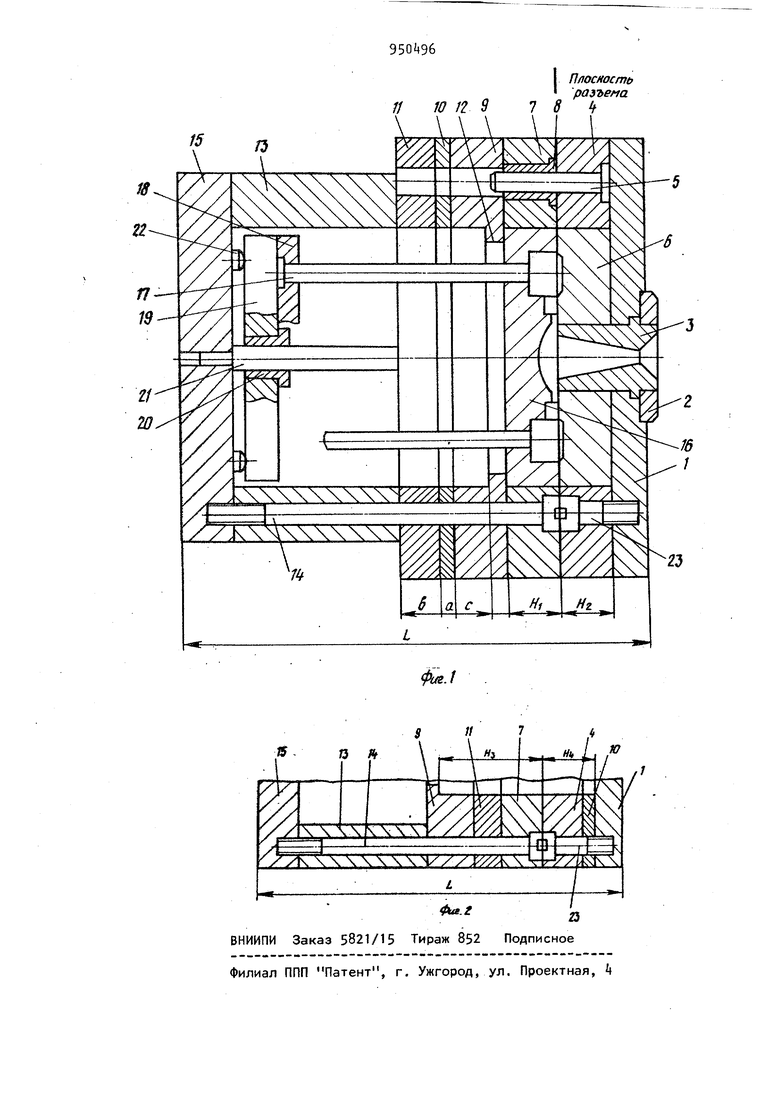
Недостатком данной пресс-формы является то, что при технологически необходимой неизменной высоте прессформы для установки различных по вы10соте полуматриц и при различном расположении в них выталкивателей требуется изготовление новых промежуточных плит с отверстием для выталкивателей и различных по толщине подвижных и неподвижных обойм, что в свою очередь вызывает увеличение или уменьшение стоек пресс-формы. Таким образом, при переходе на выпуск новых выплавляемых моделей .требующих из20менения высоты полуматриц,необходимо практически новое изготовление блока пресс-формы, а в уже изготовленные блоки пресс-форм возможно устанавли39вать полуматрицы только одного размера по толщине при условии изготовления и подгонки по посадочным и присоединительным размерам новых промежуточных плит, являющихся часть конструкции пресс-формы, влияющих на высоту и параллельность плоскости разъема неподвижной части прессформы. Цель изобретения - повышение унинереальности пресс-формы путем обеспечения установки в обоймы полуформ различной высоты, кратной шагу их ув личеиия. Поставленная цель достигается тем, 15 ния что пресс-форма, содержащая опорные плиты, плиту выталкивателейс толкателями, промежуточную плиту, подвижную и неподвижную обоймы с закрепленными в них полуформами, снабжена про-20 межуточными элементами, выполненными в виде прокладок и опорной обоймы, имеющих в плане геометрические размеры, соответствующие подвижной и неподвижной обоймами, при этом опорная обойма выполнена с возможность поворота на 180° относительно плоскости разъема пресс-формы и по внутреннему периметру окна снабжена опорным выступом, расположенным с одной стороны поперечного сечения опорной обоймы, причем прокладки установлены под подвижную, неподвижную и опорную обоймы -На фиг. 1 представлена пресс-форма, разрез; на фиг. 2 - перестройка блока пресс-формы. Пресс-форма состоит из подвижной опорной плиты 1 с закрепленными на ней фланцем 2, литниковой втулкой 3, подвижной обоймой k с направляющими колонками 5 и полуматрицей 6. Неподвижная обойма 7 с направляющими втулками 8 опирается на промежуточные элементы в виде опорной обоймы 9 и прокладок 10 и 11, имеющие в плане геометрические размеры, соответствующие подвижной k и неподвижно ;7 обоймам. Опорная обойма 9 по внут реннему периметру окна имеет опорный выступ 12, расположенный с одной сто роны поперечного сечения опорной обо мы. С помощью стоек 13 и винтов неподвижная обойма 7 совместно с опо ной обоймой 9,прокладок 10 и 11 закрепляется на неподвижной опорной пли те 15 совместно с полуматрицей I6j образуя неподвижную часть пресс-формы. В неподвижной части пресс-формы расположены выталкиватели 17, зак6репленные при помощи прижимной пластины 18 к плите выталкивателей 19 направление движения которой осуществляется при помощи закрепленных в ней втулок 20, надетых на направляющие штыри 21 пресс-формы. Упоры.22 ограничивают величину перемещения плиты выталкивателей 19 совместно с выталкивателями 17. Винты 23 служат для закрепления между собой подвижной части прессформы. Прокладка 10 имеет толщину а, равную величине шага диапазона увеличеразмера полуматриц. Прокладка 11 имеет толщину . Опорная обойма 9 до опорного выступа 12 имеет глубину окна . Пресс-форма работает следующим образом. После изготовления партии выплавляемых моделей и замены полумат риц 6 и 16, имеющих толщину N5 соответственно, на новые производится .их-удаление из подвижной и неподвижной 7 обойм пресс-формы. Отворачивая винты Ни 23, крепящие подвижную и неподвижную части пресс-формы производится удаление старых выталкивателей и установка новых, соответствующих новым полуматрицам, имеющим размеры Н и Н, В зависимости от необходимого размера полуматриц производится переустановка прокладок 10 и П в пространство между подвижными плитой 1 и обоймой i или между неподвижной плитой 7 и опорной обоймой 9 что приводит к увеличению глубины гнезда обоймы для установки полуматрицы, не вызывая при этом увеличения или уменьшения закрытой высоты L пресс-формы. В случае необходимости большого увеличения глубины гнезда для установки полуматрицы на неподвижной части пресс-формы производится поворот опорной обоймы на 180 по отношению к плоскости разъема пресс-формы таким образом, что окно опорной обоймы 9 служит продолжением окна неподвижной обоймы 7, а прокладки 10 и 11 раздельно или вместе установленные в пространство между опорной и неподвижной обоймой увеличивают глубину гнезда под установку новой полуматрицы. Применение промежуточных элементов в виде опорной обоймы и прокладок например при соотношении размера полуматрицы 16 с высотой , поз5воляет увеличить глубину гнезда под установку новой полуматрицы с разме ром Н5 Н +а+в+с 10а, меняя глубину гнезда в различных комбинациях уста новок промежуточных элементов на ве личину шага а. В общем случае можно произвести комбинаций изменения размеров устанавливаемых полуматриц без дополнительного изготовления новых элементов доработки имеющихся и изменения закрытой высоты L пресс-формы. Это позволяет уменьшить количество применяемых блоков пресс-форм, повысить коэффициент ис пользования металла, применяемого для изготовления пресс-форм, значительно сократить сроки подготовки производства и освоения новых изделий, уменьшить склад ие площади и позволяет многократно применять уже изготовленные блоки пресс-форм. При средней стоимости изготовления специальной пресс-формы для выплавляемых моделей 1500 руб и замене 1/ специальных пресс-форм комплектом, состоящим из блока и 14 вст вок, содержащих полуматрицы для изготовления конкретной детали, дает экономию 10,600 руб. Оснащение одной роторной машины предлагаемыми блоками пресс-формы со вставками пр номенклатуре, состоящей из 100 разл ных восковых моделей, дает годовую экономию 75.700 руб. . 6 Формула изобретения Пресс-форма для изготовления выплавляэмых моделей, содержащая опорные плиты, плиту выталкивателей с толкателями, промежуточную плиту, подвижную и неподвижную обоймы с закрепленными в них полуформами, о тл и ч а ю щ а я с я тем, что, с целью повышения универсальности пресс формы путем обеспечения установки в обоймы полуформ различной высоты, кратной шагу их увеличения, она .снабжена промежуточными элементами, выполненными ввиде прокладок и опорной обоймы, имеющих в плане геометрические размеры, соответствующие подвижной и неподвижной обоймам, при этом опорная обойма выполнена с возможностью поворота на 180 относительно плоскости разъема пресс-формы и по внутреннему периметру окна снабжена опорным выступом, расположенным с одной стороны поперечного сечения опорной обоймы, причем прокладки установлены под подвижную,неподвижную и опорную обоймы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. В 22 С 7/02, 197. 2.ГОСТ 199«7-74. 11 10123 1п/1осяость разъема 18 h
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1452639A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU900937A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU948528A1 |
| Пресс-форма для изготовления выплавляемых моделей с поднутрением | 1983 |
|
SU1171184A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1503973A1 |
| Универсальный блок | 1977 |
|
SU614959A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для выплавляемых моделей | 1986 |
|
SU1430177A1 |