4ii 4;: М
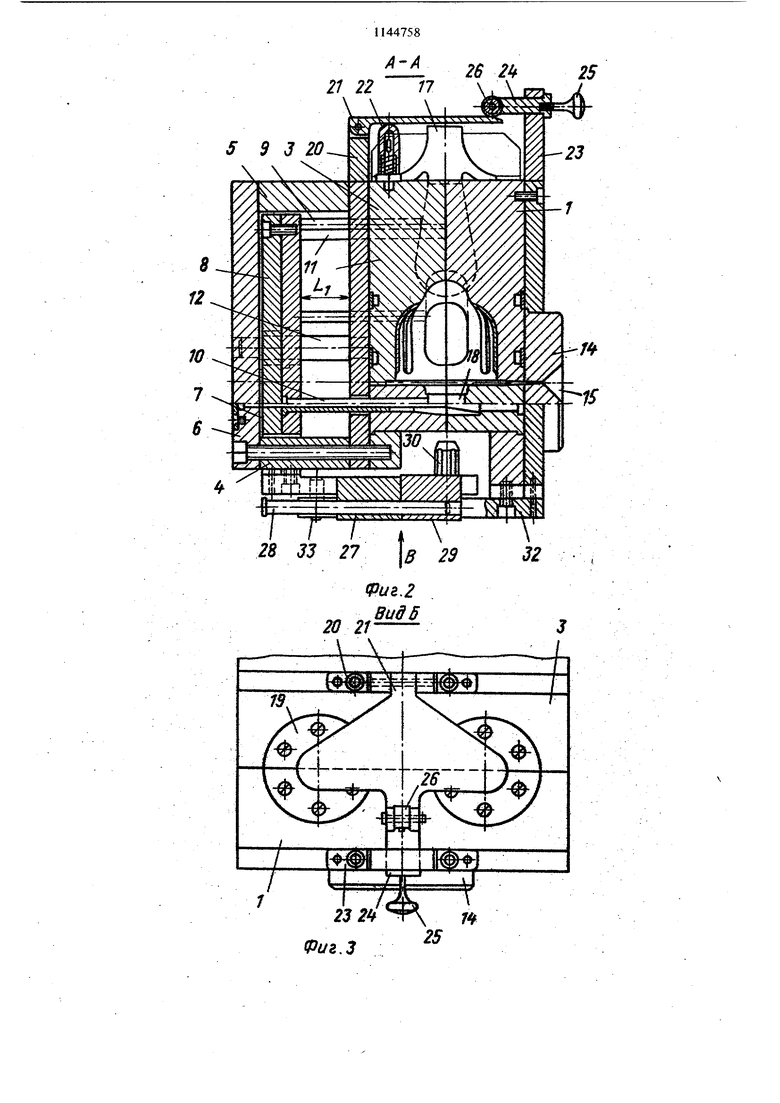
:д ю Изобретение относится к литейному производству, в частности к литейной оснастке при изготовлении выплавляемых моделей. Известен кондуктор для сборки модельного блока, содержащий верхнюю и нижнюю шшты, крышку и шаблон 1. Однако данный кондуктор характеризуется возможностью использования его в автоматизированном производстве из-за ручной его еборкк, Наиболее близким к изобретению по техни ческой cyiiyjocra я достигаемому результату является пресс-форма для изготовления модельного блока, содержащая подвижную и неподвижную полуформы и плиту с толкателями 2. Цель изобретения - получение модельного блока из предварительно изготовленных моделей в сборе с металлическим стояком путем заполнения соединяющей их литниковой полос ти модельным составом. Поставленная цель достигается тем, что пресс-форма для изготовления модельного бло ка, содержащая подвижную и неподвижную полуформы и плиту с толкателями, снабжена подпружиненным прижимом, щарнирно за крепленным на верхней части неподвижной полуформы, серьгой с роликом, имеющей воз можность возвратно-поступательного перемеще ния и контактирования с подпружиненньпи поижимом, кронштейном, который закреплен на нижней части плиты л толкателями и в корпу се которого размещены колонки с возможностью возвратно-поступательного перемещения, на концах которых жестко закреплена планка с посадочным штырем, при этом в .нюмгах частях и кронштейна, и планки выполнены паз и сквозная выемка, в которой расположена тяга с водилом, установленная на подвижной полуформе с размещением водила в пазах кронштейна и планки, прессформа также снабжена подпружиненными фик саторами, смонтированными на кронштейне с возможностью контактирования с водилом. На фиг. 1 изображена пресс-форма для изготовления модельного блока; на фиг, 2- разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 2. Пресс-форма содержит подвижную полу фор му 1 с технологическими вставками, оформляющими полости 2 литниковой системы, соединенную с подвижной частью автомата (н показан), неподвижную полуформу 3, также с технологическими вставками, оформляющими полости 2. Полуформа 3 соединена стойками 4 и S с плитой 6, предназначенной для крепления к неподвижной части автомата (не показан). На плите 6 предусмотрены упоры 7 ограничивающие ход пяйты 8 с толкателями 9 и 10 и контртолкателями 11. Для перемещения плиты 8 выполнены направляющие колонки 12, укрепленные в нёподаижной полуформе 3 и плите 6. В неподвижной полуформе 3 предусмотрены штыри 13, предназначенные для фиксации обеих ш яуформ в сборе. На подвижной полуформе закреплен фланец 14 с отверстием для запрессовьгеания модельной массы в полость 2 по каналу 15. В верхней части полуформ в области разъема предусмотрены посадочные отверстия 16, соединяющиеся с полостями 2 и предаазиаченные для размещения предварительно изготовленных в другой оснастке моделей 17 колес . В нижней части полуформ также в области разъема выполнено посадочное отверстие 18 для размещения металлического стояка (не показан), представляющего собой полый цилиндр с опорным фланцем. Для размещения моделей колес предусмотрены опорные фланцы. 19. На неподвижной полуформе 3 (ее верхняя часть) посредством опорного кронштейна 20 щарнирно укреплен подпружиненный прижим 2 за счет подпружинетюго штыря 22, смонтированным на неподвижной полуформе. На подвижной полуформе 1 посредством кронштейна 23 укреааена серьга 24 с ручкой 25 на одном конце и роликом 26 на другом. Серьга имеет возможность гортзонтального возвратно-поступателыюго перемещения в посадочном отверстии к{юяштейна. Ролик 26 контактирует со скосом, выполненным на конце прижима 21. На плите 8 с толкателями 9 и 10 укреплен кронштейн 27, в отверстиях которого размещены направляющие колонки 28 жестко связанные с планкой 29. Колсжки отнооттельно кронштейна 27 имеют возможность горизонтального возвратно-поступательного перемещения. На планке 29 укреплен шюадачный штырь 30, сцентрированный с посадоздым отверстием 18. Штырь предназначен для размещения на нем металлического стояка (не показан). В тело кронштейна 27 перпендикулярно колонкам вмонтированы два противонаправленных горизонтальных подаружиненпых фшссатора 31. В кронштейне 27 и планке 29 с нижней стороны предусмотрена сквозиая П-образная выемка, в которой размещена с возможностью горизонтального возвратно-постуцательного перемещения тяга 32 с водилом 33 на конце, размещенным в пазу 34, предусмотренном в кронштейне 27 и планке 29, Тяга жестко связана с подвижной полуформой 1. Водило 33 имеет возможность путевого взаимодействия с фиксаторами 31. Пресс-форма работает следующим образом. В собранном состоянии полуформы I и 3 состыкованы по линии разъема и зафиксированы штырями 13. Металлический стояк сидит на посадочном штыре 30 и одновремешю размешен в посадочном отверстии 18 без зазора. При этом модели 17 колес размешены на фланцах 19 таким образом, чтобы их нижняя часть была введена в посадочное отверстие 16. Прижим 21 расположен в горизонталыюм положении, с зазором 5 (исключает деформацию моделей) относительно моделей 17, вследствие воздействия на него ролика 26 . (серьга 24 находится в крайнем левом положении). Через отверстие во фланце 14 производят запрессовывание модельной массы в по лость 2 по каналу 15. После заполнения полости модельной массой и ее отверждення происходит объединение моделей 17 с метаЛлическим стояком в единый блок, у которого полость 2 сформировала литниковую систему. При этом имеет место контакт-моделей 17 с прижимом 21 (выбирается зазор 5 ) После завершения формирования единого модельного блока на металлическом стояке производят раскрытие пресс-формы и его извлечение. В начальный момент раскрытия под вижная полуформа I с серьгой 24 и роликом 26 отходят вправо, освобождая прижим 21, который подпружиненным фиксатором 22 от 51мается вверх под углом, освобождая в свою очередь модели 17 колес. Одновременно происходит движение вправо тяги 32 с водилом 33. закрепленной на подвижной полуформе 1. В процессе их перемешения вправо водило 33 доходит до упора в подпружяйенные. фиксаторы 31 (ход L ) и тянет за собой (ход Ь, ) кронштейн 27, а через ив го и плиту 8 с толкателями 9 и 10 и контр толкателями 11 вправо. Причем вправо идет перемещение и планки 29 с направляющими колонками 28, которые в этот период движения составляют единое целое с кронштейном 27. Когда плита 8 доходит до упора в неподвижную полуформу 3, т.е. выбирает ход Ь, толкатели выталкивают блок из непо вижной полуформы. При этом подвижная поп формя I продолжает свое движение вправо и следовательно, ее , преодолев усилие фиксаторов 31, водило 3 сидяшее на тяге 32, продолжает саое тяУКеюяе вправо (ход Lg ) по пазу 34, В коще хода, уперевшись в край паза, выполненяого в яланке 29, оно перемешает ее вправо. При зтом колонки 28 перемешаются вправо в отверстиях в кронштейне 27. Блок, сидящий посредством мета лического стояка на штыре 30, совместно с ним и планкой 29, на которой штырь жестко закреплен, перемеяцается вправо, отходя от толкателей. Это движение происходит до остановки подвижной полуформы I. Длина хвостовой части колонок 28 соразмера этому отрезку хода полуформы 1. При полном раскрытии пресс-формы модельный блок находится в свободном пространстве между полуформами на расстоянии от толкателей. В указанном положении производят съем модельного блока на стояке со штыря 30 манипулятором. Затем на освободивотйся штырь 30 устанавливают новый металлический стояк и производят закрытие пресс-формы. Для этого подвижную полуформу 1 перемешают влево. При этом полуформа 1 по ходу движения упирается посадочным отверстием 18 в металлический стояк, установленный на штырь 30, и перемешает планку 29 с колонками 28 до контакта с кронштейном 27. По ходу движения влево полуформа 1 плоскостью разъема, упираясь в торцы контртолкателей 11, с помошью последних перемещает плиту 8 с толкателями 9 и 10 в исходное положение до упоров 7. Причем плита 8 достигает крайнее левое положение в момент смыкания обеих полуформ по линии разъема. В процессе возвратного движения тяга 32 с водилом 33, преодолевая усилие фиксаторов 31, возвращается в крайнее -левое положение паза 34. При этом штырь 30 с металлическим стояком сцентрирован с отверстием 18. Для установки на фланцы 19 новых моделей колес 17 отодвигают вправо вручную за ручку 25 серьгу 24 с роликом 26, освобождая прижим 21, который подпружиненным .штьгрем 22 отжимается вверх под углом, поскольку угол составляет порядка 30°, прижим вручную отводят в вертикальное положение, а затем в отверстие 16 устанавливают упомянутые модели колес. Вручную отпускают в горизонтальное положение прижим 21 и возвращают влево серьгу 24, ролик которой наезжает на прижим и удерживает его в горизонтальном положении с зазором 5 . При необходимости эти ручные операции могут быть легко автоматизированы. Для управления пресс-формой предусмотрены специальные средства (не показаны). После размещения моделей 17 и их фиксации прижимом 21 цикл повторяют. Предлагаемая пресс-форма позволяет получать модельный блок, состоящий из двух моделей колеса турбины, соединенных с металлическим стоягком литниковой системой из модельной массы. Такая сборка модельного блока исключает ручной труд (отпадает необ ходимость в ручной припайке моделей к сто 1144758
яку), что позволяет механизировать весь про-мического блока. В результате повышается
цесс изготовления модельного блока с после-производительнбсть, улучшаются условия труда
дующим изготовлением с его помощью кера-. . и снижаются его трудоемкость.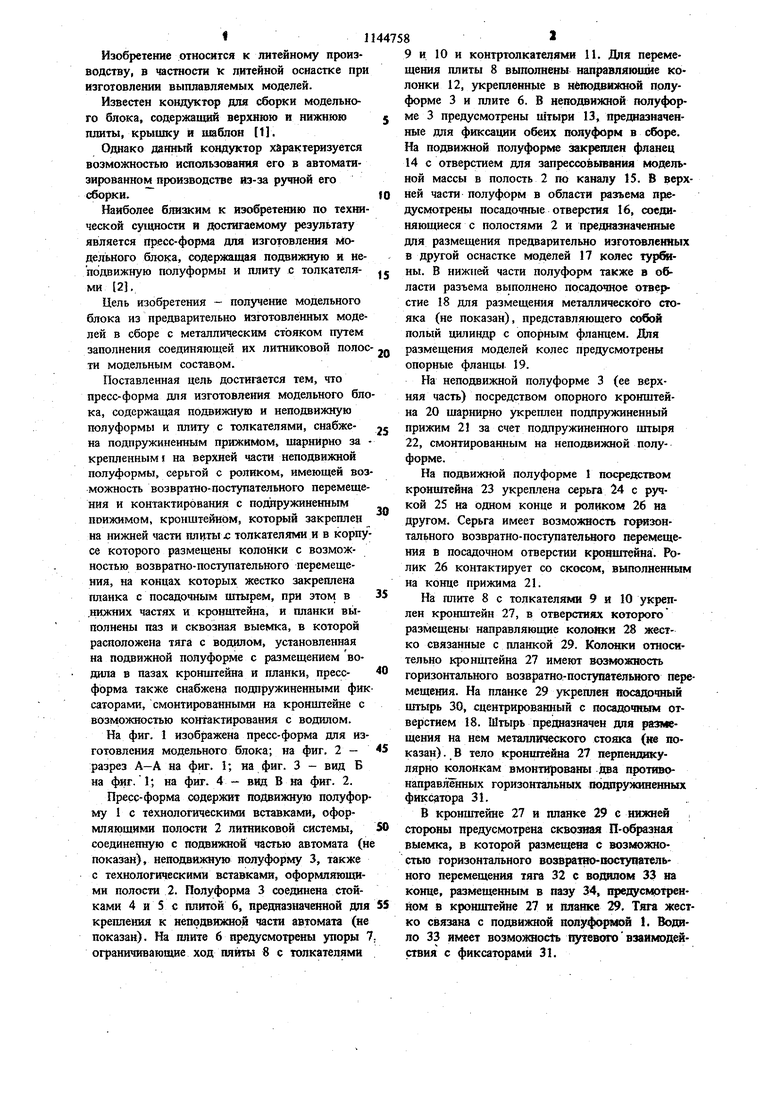


| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Прессформа для изготовления выплавляемых моделей | 1974 |
|
SU526437A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1173621A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |

ПРЕСС-ФОРМА ВДЯ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОГО БЛОКА, содержащая подвижную и неподвижную полуформы и плиту с , толкателями, отличающаяся тем, что, с целью получения модельного блока из предварительно изготовленных моделей ъ сборе с металлическим стояком путем заполнения соединяющей их литниковой полости модельным составом, пресс-форма снабжена подпружиненным прижимом, шарнирно закрепленным на верхней части неподвижной полуфорн мы, серьгой с роликом, имеющей возможность возвратно-поступательного перемещения и контактирования с подпружиненным прижимом. Кронштейном, который закреплен на нижней части плиты с толкателями и в корпусе которого размещены колонки с возможностью возвратно-постзшательного перемещения, на концах которых жестко закреплена планка с посадочным пггырем, при в нижних частях и кронштейна, и планки выполнены паз и сквозная выемка, в которой расположена тяга с водилом, установленная на подвижной полуформе с размещением (Л водила в пазах кронштейна и планки, прессформа также снабжена подпружиненными фиксаторами, смонтированными на кронштейге с возможностью контактирования , с водилом.
1617
13
33 32
Фие.7
3 3 20
I Г
28 33 27
25
32 В 29
ШтЛ
Вид В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литье по выплавляемым моделям | |||
| Под ред | |||
| И | |||
| Я | |||
| Шкленника и др | |||
| М., Машиностроение, 1971, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Раздвижной паровозный золотник | 1923 |
|
SU915A1 |
