Изобретением является способ изготовления цельнометаллической пильчатой ленты на просечных автоматах путем совмещения операций просечки зубцов и обрезки ленты по ширине.
Предложенный способ и устройство для его осуществления имеют ту особенность, что пуансон и матрица устройства снабжены дополнительными режущими гранями, срезающими припуск ленты по ее ширине одновременно с просечкой зубцов без предварительного выравнивания ленты на калибровочно-обрезных станках. Направляющая ленту планка имеет фиксатор, выполненный в виде собачки с винтом, регулирующим высоту зуба.
Это дает возмон ность не только увеличить производительность просечного автомата, но и обеспечить изготовление цельнометаллической пильчатой ленты высокого качества.
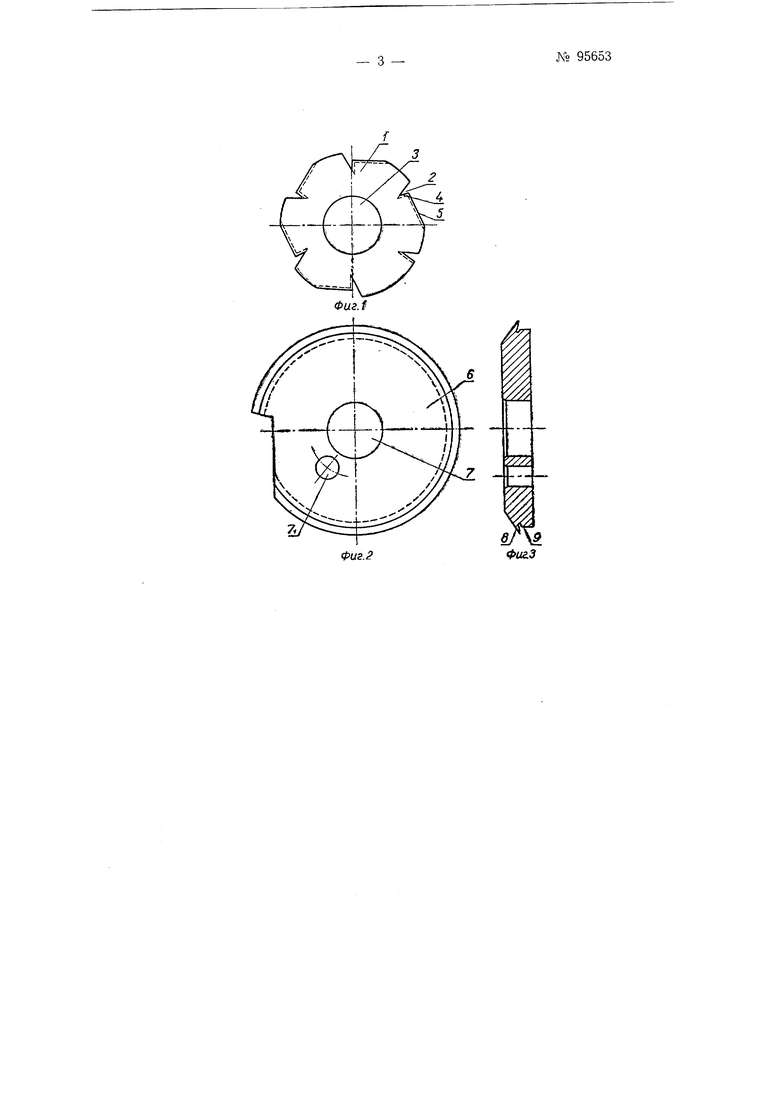
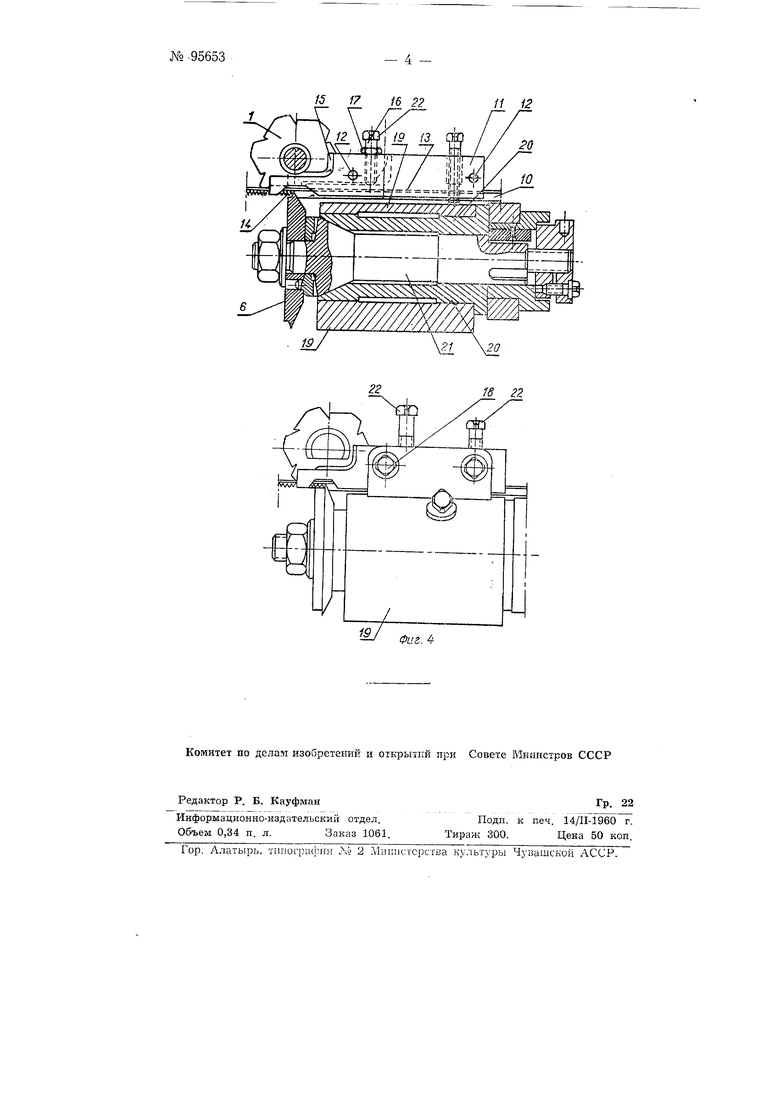
На фиг. 1 изображена матрица, вид сверху; на фиг. 2-пуансон, вид сбоку; на фиг- 3-поперечный разрез пуансона; фиг. 4-общий вид устройства в частичном продольном разрезе и вид сверху.
Применяемая в данном устройстве матрица 1 (фиг. 1), имеет несколько пазов 2 по форме зубца пильчатой ленты и отверстие 3 для ее закрепления на пальце просечного автомата. Одна сторона каждого из пяти рабочих пазов матрицы снабжена основной режущей гранью 4 и примыкающей к ней дополнительной режущей гранью 5. В работе занят только один из пяти рабочих пазов матрицы, остальные пазы запасные и поочередно используются путем поворота матрицы по мере износа режущих граней ее рабочего паза.
Пуансон 6 (фиг. 2-3) имеет форму диска с отверстием 7 для установки на шпиндель просечного автомата и отверстием 7 для закрепления пуансона на шпинделе от поворачивания.
По краю пуансон имеет заточенный круговой выступ 8 но форме зубца пилы, образующий режущую грань пуансона. Дополнительная режущая грань 9 нуансона образована цилиндрической его поверхностью.
Плоскость пуансона, совершающего колебательное дви.кение, перпендикулярна к плоскости неподвижной матрицы (фиг. 4-5). Во время работы устройства круговой выступ 8 пуансона, входя в паз ма.трицы, просекает зубец в ленте 10, прилегающей гладкой стороной к торцу матрицы. Одновременно дополнительные режущие грани 5 и 9 матрицы пуансона срезают с ленты припуск на обработкуНаправляющая ленту планка (кондуктор) И, составленная из двух линеек, свободно соединенных нггифтами 12, неподвижно установлена над пуансоном и по всей длине имеет канавку 13 для ленты, периодически продвигаемой вдоль планки механизмом подачи. Направляющая планка па свободном конце имеет выемку 14 для прохода выступа пуансона через паз матрицы при просечке по одному зубцу в ленте.
Для регулирования ширины изготовляемой цельнометаллической пильчатой ленты планка 11 имеет фиксатор ленты, выполненный в виде собачки 15, поворотной на штифте 16.
Эта собачка взаимодействует с краем ленты со стороны, противоположной пуансону, причем положение собачки зависит от положения регулирующего винта 16 с контргайкой 17, ввпнченного в хвостовую часть собачки и упирающегося концом в стенку канавки, имеющейся в планке П. При помощи этого винта ширина изготовляемой пильчатой лейты может быть получена с заданной точностью.
Планка П закрепляется двумя винтами 18 в неподвижной направляющей 19, внутри которой возвратно-поступательно перемещается ползз шка 20 с фиксируемым в ней шпинделем 21 пуансона. При помощи двух упорных болтов 22, нроходящих через одну из линеек планки, устанавливается требуемое ноложение нланки в проушине.
Предмет изобретения
1.Способ изготовления цельнометаллической пильчатой ленты на просечных автоматах, отличающийся тем, что, с целью сокращения операций обработки, изготовление ленты произвОгДят с совмещением операций просечки зубцов и обрезки ленты по щирине без предварительного сыравнивания ширины ленты2.Устройство для осуществления способа по и. I, отличающееся тем, что на пуансоне и матрице имеются дополнительные режущие грани, срезающие припуск ленты на обработку одновременно с просечкой зуба.
3.Устройство по п. 2, отличающееся тем, что направляющая ленту планка имеет фиксатор, выполненный в виде собачки с винтом, регулирующим высоту зубцаФиг. 2
15 17
16 22
18 22
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Штамп для обработки листового материала | 1990 |
|
SU1748906A2 |
| Кардочесальная машина | 1954 |
|
SU99422A1 |
| Устройство для обтягивания пильчатой лентой шляпок чесальных машин | 1988 |
|
SU1703727A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ И СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА | 2015 |
|
RU2617805C2 |
| Машина для изготовления заготовок для картонной тары | 1949 |
|
SU89902A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2021062C1 |
| МАШИНА ДЛЯ ШТАМПОВКИ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2202428C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |